Известно автоматическое устройство для оборки конденсаторов с плоскими диэлектрическими пластинами, содержащее механизмы подачи фольги и отрезки фольговых обкладок, механизм укладки пластин и обкладок, транспортирующий механизм, механизм опрессовки и транспортировки пакетов конденсаторов, блок управления сборкой, узел проверки пакетов на электрическую прочность, узел пропитки пакетов жидким диэлектриком и привод.
Описываемое устройство позволяет повысить точность сборки. Отличается оно тем, что сборочные гнезда, установленные по окружности диска транспортирующего механизма, снабжены контактами, которые подключены через контактные щетки блока управления оборкой и систему реле к измерителю емкости, а вакуумный захват механизма укладки пластин снабжен подпружиненными штырями, прижимающими концы фольговых обкладок к контактам сборочных гнезд.
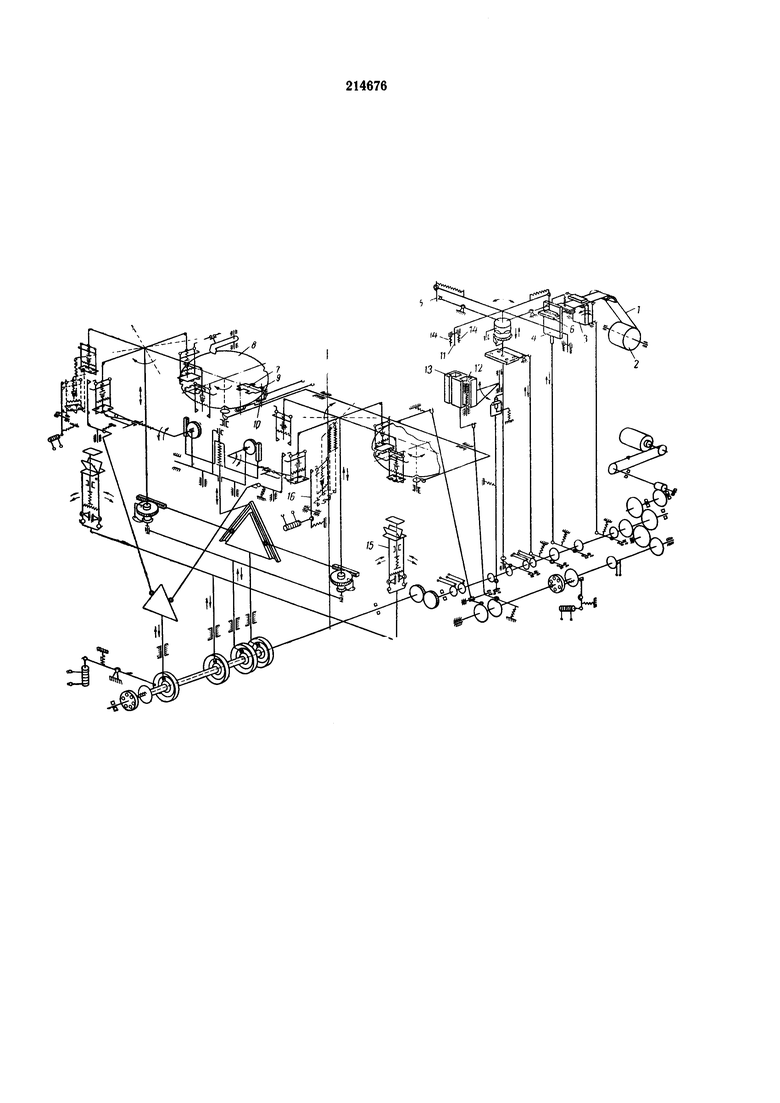
Кинематическая схема устройства изображена на чертеже.
Фольга 1 с рулона 2 подается магазином 3 подачи фольги. Для получения обкладок служит механизм 4 отрезки фольгированных обкладок. Вакуумный укладчик 5 переносит отрезанные обкладки 6 в сборочное гнездо 7. Гнезда 7, установленные по окружности диска 8 транспортирующего механизма, снабжены контактами 9, которые через контактные щетки 10 блока управления оборкой и систему реле подключены к измерителю емкости.
Вакуумный захват 11 механизма укладки плоских диэлектрических пластин 12 переносит эти пластины из шахтного магазина 13 в сборочное гнездо. Захват снабжен подпружиненными штырями 14, которые прижимают концы обкладок 6 к контактам 9, чем обеспечивается контроль емкости конденсатора в процессе сборки.
Если емкость пакета пластин конденсатора в одном из гнезд 7 соответствует номиналу, подача фольговых обкладок и диэлектрических пластин в это гнездо прекращается.
После укладки наружных защитных пластин (на чертеже не показаны) из второй секции магазина 13 производятся опрессовки пакетов конденсаторов механизмом 15, проверка конденсаторов на электрическую прочность в узле 16 и пропитка пакетов жидким диэлектриком.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сухой сборки фольговых слюдяных конденсаторов | 1955 |
|
SU107171A1 |
| Автомат для сухой сборки пакетов фольговых слюдяных конденсаторов | 1960 |
|
SU139374A1 |
| Линия набора листовых бумажных и фольговых заготовок в секции и комплектования секций в пакеты металлобумажных конденсаторов | 1980 |
|
SU886081A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ СЛЮДЯНЫХ КОНДЕНСАТОРОВ | 1970 |
|
SU262274A1 |
| Устройство для сборки плоских секций конденсаторов | 1976 |
|
SU613412A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНДЕНСАТОРА | 1990 |
|
RU2022387C1 |
| Устройство для сборки сердечников роторов электрических машин | 1987 |
|
SU1557637A1 |
| Устройство для изготовления секций конденсаторов | 1976 |
|
SU748534A1 |
| ИНТЕГРАЛЬНАЯ СБОРКА КОНДЕНСАТОРОВ С МАЛОЙ ИНДУКТИВНОСТЬЮ | 2010 |
|
RU2555857C2 |
| УТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ ЭФФЕКТИВНОСТИ ВЫСОКОСКОРОСТНОЙ ИМПЛОЗИИ ЛАЙНЕРА | 2013 |
|
RU2547337C2 |
Автоматическое устройство для сборки конденсаторов с плоскими диэлектрическими пластинами, содержащее механизмы подачи фольги и отрезки фольговых обкладок, механизм укладки пластин и обкладок, транспортирующий механизм, механизм опрессовки и транспортировки пакетов конденсаторов, блок управления оборкой, узел проверки пакетов на электрическую прочность, узел пропитки пакетов жидким диэлектриком и привод, отличающееся там, что, с целью повышения точности сборки, сборочные гнезда, установленные по окружности диска транспортирующего механизма, снабжены контактами, подключенными через контактные щетки блока управления сборкой и систему реле к измерителю емкости, а вакуумный захват механизма укладки пластин снабжен подпружиненными штырями, прижимающими в процессе сборки концы фольговых обкладок к контактам сборочных гнезд.
