1
Изобретение относится к технологии производства конденсаторов и касается усовершенствования устройств для изготовления секций рулонных конденсаторов.
Известно устройство для изготовления секций конденсаторов, содержащее размеmeHHj ie на станине шпиндели с рулонами лент фольги и диэлектрика, механизмы подачи и отрезки лент и намоточную оправку 1.
Недостатком известного устройства является низкая производительность, так как все технологические процессы изготовления секций проходят последовательно.
Цель изобретения - повышение производительности устройства.
Цель достигается тем, что устройство для изготовления секций конденсаторов, содержаихее размещенные на станине шпиндели с рулонами фольги и диэлектрика, механизмы подачи и отрезки лент и намоточную оправку, снабжено механизмами транспортирования и пакетирования отрезанных лент фольги и диэлектрика, а ось вращения намоточной оправки расположена перпендикулярно оси вращения шпинделей с рулонами лент, причем механизмы транспортирования выполнены в виде размещенной на станине с возможностью возвратно-поступательного движения каретки, на которой установлены вакуумные держатели для лент фольги и механические захваты для лент диэлектрика, а механизм пакетирования - в виде подпружиненных механических захватов и прижимов, размещенных с возможностью сходящегося перемещения в направлении перпендикулярном движению каретки, и несущих на себе вакуумные держатели, рабочие поверхности которых расположены с противоположной стороны соответствующих вакуумных держателей каретки.
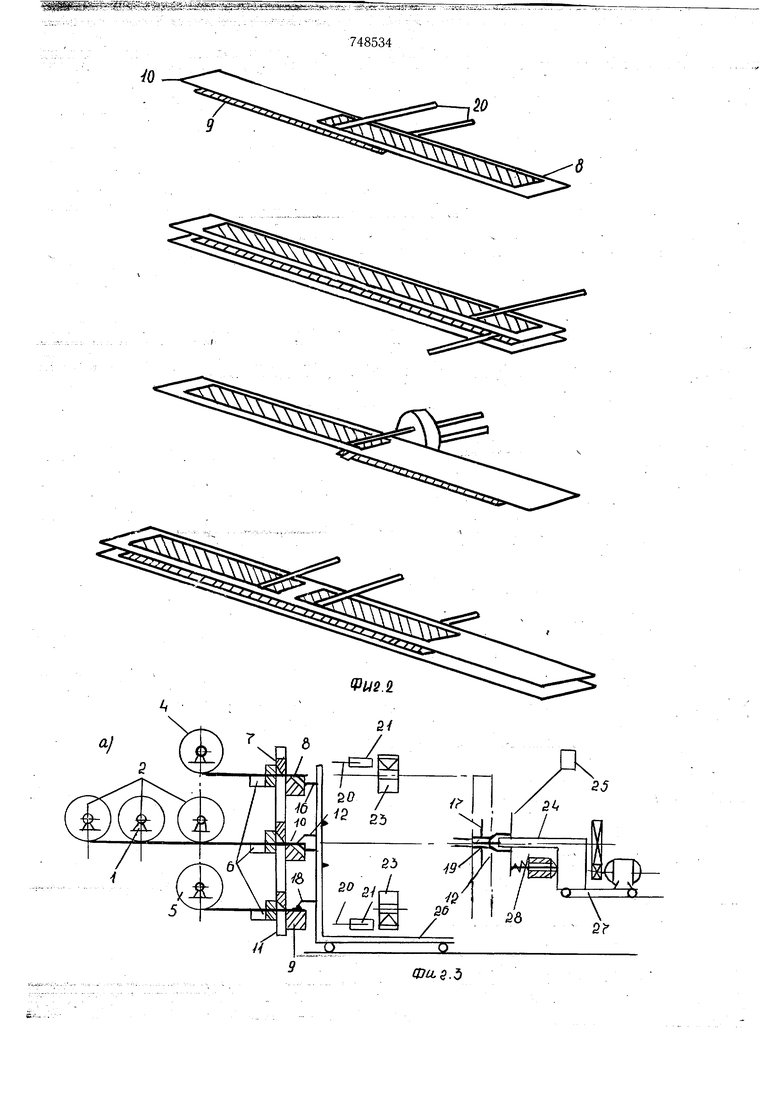
На фиг. I изображена принципиальная
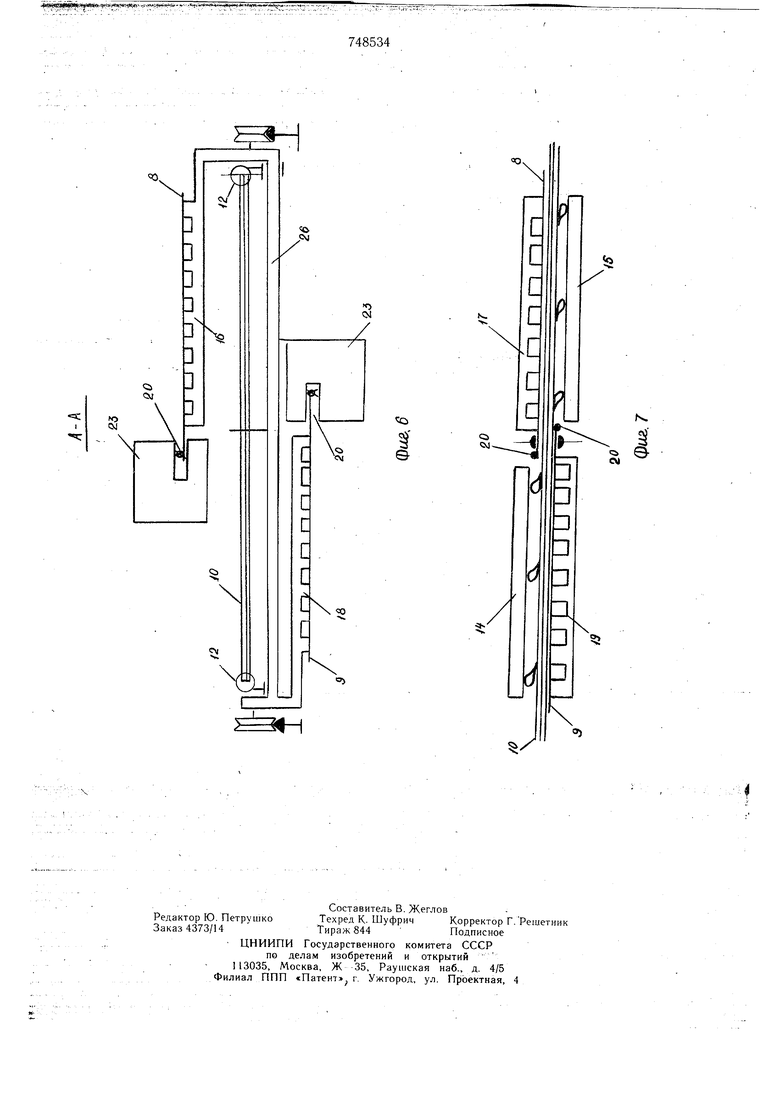
15 схема устройства; ла фиг. 2 - варианты спакетированных секций конденсаторов; на фиг. 3 - схематическое изображение устройства в момент подачи лент под ножи отрезки, отрезка лент, пакетирования лент, подача оправки к пакету лент; на фиг. 4 - то же, в момент разжима и отвода губок механизма подачи приварки выводов и намотки секции; на фиг. 5 - то же, в момент зажима лент губками механизмов подачи, иодача лент на отрезку; на фиг. 6 - разрез А-А на фиг. 4; на фиг. 7 - пакет из фольги и диэлектрика перед намоткой. Устройство содержит двухопорные рулонодержатели 1 для диэлектрических лент 2, расположенный над ними рулон 3 с анодной лентой 4 и под ними рулон с катодной лентой 5, механизмы 6 шаговой подачи лент под ножи 7, отрезки электродных 8 и 9 и диэлектрических 10 пластин. Ножи 7 размещены на разных уровнях на общей раме 11 и режут одновременно. Для переноса и передачи пластин с позиции, для укладки пластин в пакет, для удержания в пакете при намотке служат скользящие по направляющим захваты 12 механические, закрепленные с двух сторон на прижимах 13, 14 и 15 и две пары вакуумприсосов 16, 17 и 18, 19, причем пара 18, 19 выполнена в виде входящих одна в другую гребенок. Для изготовления, подачи и приварки выводов 20 служат устройства 21, 22 и 23. Подача выводов может быть осуществлена обычным шаговым транспортером, в качестве сварочного устройства 23 может быть использована любая сварочная головка. Для намотки секции используют оправку 24, ось которой направлена перпендикулярно собранному пакету (и следовательно линии отреза пластин). Узел скрепления секций 25. Устройство работает следующим образом. Ленты 2 из рулонов 4 и 5 заправляют соответственно в механизмы 6 шаговой подачи и задают шаг подачи: один для электронных лент 4 и 5, другой, несколько больший - для диэлектрических лент 2. Включают устройство. Губки механизмов подачи б зажимают ленты и протягивают (подают) их под ножи 7, установленные на раме 11. По другую сторону рамы 11 концы лент 4 и 5 подхватывают вакуумприсосы 16 и 18, а концы диэлектрических лент 2 - механические захваты 12, ножи 7 смыкаются, происходит одновременная отрезка пластин. Затем губки подающих механизмов разжимаются и отходят от рамы 11, ножи размыкаются. Отрезки электродных лент - пластины 8 и 9, удерживаемые вакуум-присосами 16 и 18, и отрезки диэлектрических лент - пластины 10, удерживаемые механическим захватом 12, кареткой 26 перемещаются вправо на позицию сварки (см. фиг. 36 и фиг. 4). При этом анодная пластина 8 сверху и -катодная пластина 9 снизу, .заходят в сварочные головки устройства 23. Одновременно с. устройств 21 к пластинам .подается вывод 20 и происходит приварка выводов. Каретка 27 несет намоточную оправку. После этого каретка 26 перемещается в крайнее правое положение на позицию пакетирования. При этом каретка 26 упирается в закрепленный на стойке второй механический захват 12, подпружиненный пружиной 28, смещает его вправо на расстояние а, равное по величине закраине диэлектрической пластины и останавливается. Происходит одновременная передача диэлектрических пластин из захвата на каретке 26 в подпружиненный и смещенный механический захват 12 и электродных пластин 8 и 9 с вакуум-присосов 16 и 18 в вакуум-присосы 17 и 19. KajpeTKa 26 возвращается в исходное положение (фиг. За), и пружина 28 возвращает механический захват с диэлектрическими пластинами 10 влево до упора на величину закраины диэлектрической ленты. Таким образом обеспечивается симметричное перекрытие электродных лент. Прижимы 14 и 15 и вакуум-присосы 17 и 19, сближаясь, прижимают электродные пластинь 8 и 9 к диэлектрическим 10, образуя готовый к намотке пакет (фиг. За и фиг. 6), к середине которого каретка 27 подводит намоточную оправку 24 и начинается процесс намотки. В это же время ножи 7 производят отрезку пластин для следующего пакета. Намотка с последующей заклейкой узла секции 25 (с помощью устройства) продолжается и во время приварки выводов ко вновь отрезанным электродным пластинам (фиг. 4), затем происходит отход каретки 27 с позиции намотки и сброс готовой секции. Освободившиеся вакуум-присосы 17 и 19 и захват 12 принимают новые пластины для пакетирования (фиг. 5). В это время губки механизмов 6 подачи с зажатыми лентами приближаются к раме 11, осуществляя на заданный шаг подачу лент к разомкнутым ножам 7. При смыкании ножей 7 происходит отрезка пластин (фиг. 3), и т. д. процесс изготовления секций продолжается. Формула изобретения Устройство для изготовления секций конденсаторов, содержащее размещенные на станине шпиндели с рулонами лент фольги и диэлектрика, механизмы подачи и отрезки лент и намоточную оправку, отличающееся тем, что, с целью повышения производительности, оно снабжено механизмами транспортирования и пакетирования отрезанных лент фольги и диэлектрика, а ось вращения намоточной оправки расположена перпендикулярно оси вращения шпинделя с рулонами лент, причем механизм транспортирования выполнен в виде размещенной на станине с возможностью возвратно-поступательного движения каретки, на которой установлены вакуумные держатели для лент фольги и механические захваты для лент диэлектрика, а механизм пакетирования - в виде подпружиненных механических захватов и прижимов, размещенных с возможностью сходящегося перемещения в направлении
перпендикулярном движению каретки, и несущих на себе вакуумных держатели, рабочие поверхности которых расположены с противоположной стороны соответствующих вакуумных держателей каретки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 370668, кл. Н 01 G 13/02, 02.06.71 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ РУЛОННЫХ КОНДЕНСАТОРОВ | 1993 |
|
RU2044355C1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU737999A1 |
| Устройство для намотки секций рулонных конденсаторов | 1984 |
|
SU1265866A1 |
| Устройство для намотки секций конденсаторов с выводами | 1982 |
|
SU1053173A1 |
| Устройство для намотки секций рулонных конденсаторов | 1980 |
|
SU960982A1 |
| Устройство для намотки секций конденсаторов | 1982 |
|
SU1061183A1 |
| Устройство для намотки секций рулонных конденсаторов с выводами | 1975 |
|
SU662986A1 |
| Устройство для намотки секций рулонных конденсаторов | 1990 |
|
SU1732386A1 |
| Устройство для намотки секций конденсаторов | 1977 |
|
SU661626A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ РУЛОН КОНДЕНСАТОРОВ | 1971 |
|
SU295150A1 |

-. 23 2 V 1
748534
20
си
:i 9
00
5о
