ной прокладки, прижимного ролика 7 и клееиаиосящего механизма 8.
Устройство работает следующим образом.
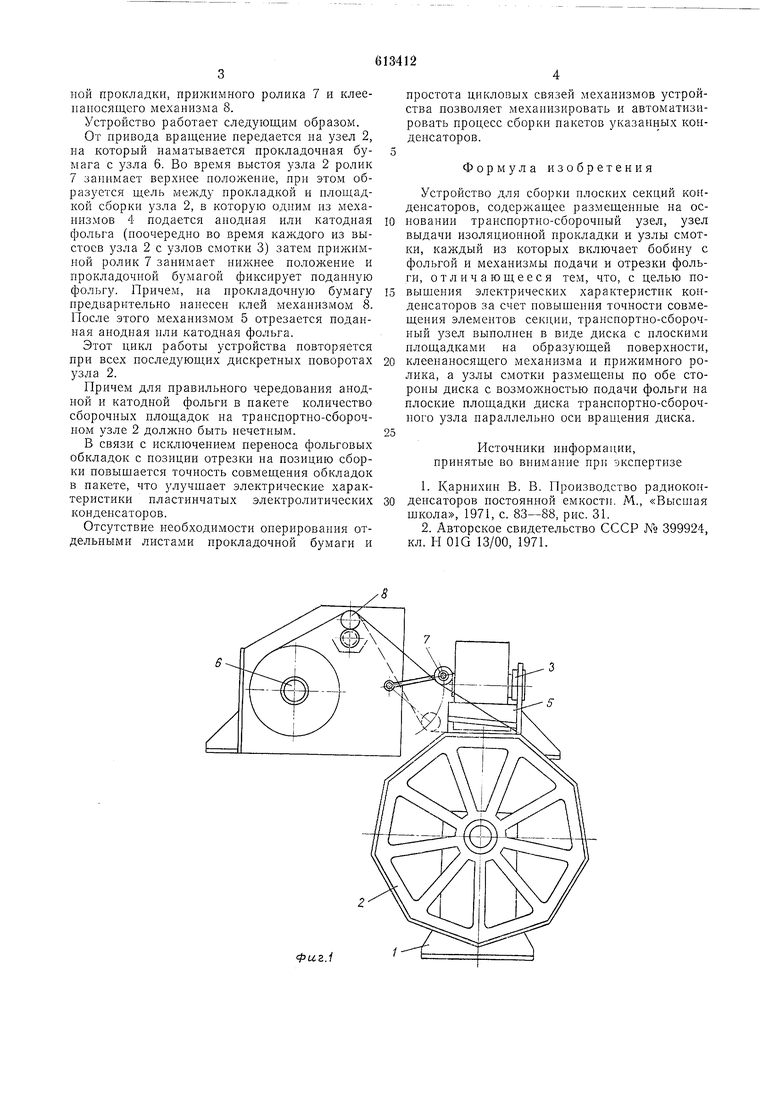
От привода вращение передается па узел 2, на который наматывается прокладочная бумага с узла 6. Во время выстоя узла 2 ролик 7 занимает верхнее положение, при этом образуется щель между нрокладкой и площадкой сборки узла 2, в которую одним нз механизмов 4 подается анодная или катодная фольга (поочередно во время каждого из выстоев узла 2 с узлов смотки 3) затем прил имной ролик 7 занимает нижнее положение и прокладочной бумагой фиксирует поданную фольгу. Причем, на нрокладочную бумагу предварительно нанесен клей механизмом 8. После этого механизмом 5 отрезается ноданная анодная нли катодная фольга.
Этот цикл работы устройства новторяется нри всех последующих дискретных поворотах узла 2.
Причем для правильного чередования анодной и катодной фольги в пакете количество сборочных площадок на транспортно-сборочном узле 2 должно быть нечетным.
В связи с исключением переноса фольговых обкладок с позиции отрезки на позицию сборки повышается точность совмещения обкладок в пакете, что злучшает электрические характеристики пластинчатых электролитических конденсаторов.
Отсутствие иеобходимости оперирования отдельными листами прокладочной бумаги и
простота цикловых связей механизмов устройства позволяет механизировать и автоматизировать процесс сборки пакетов указанных конденсаторов.
Формула изобретения
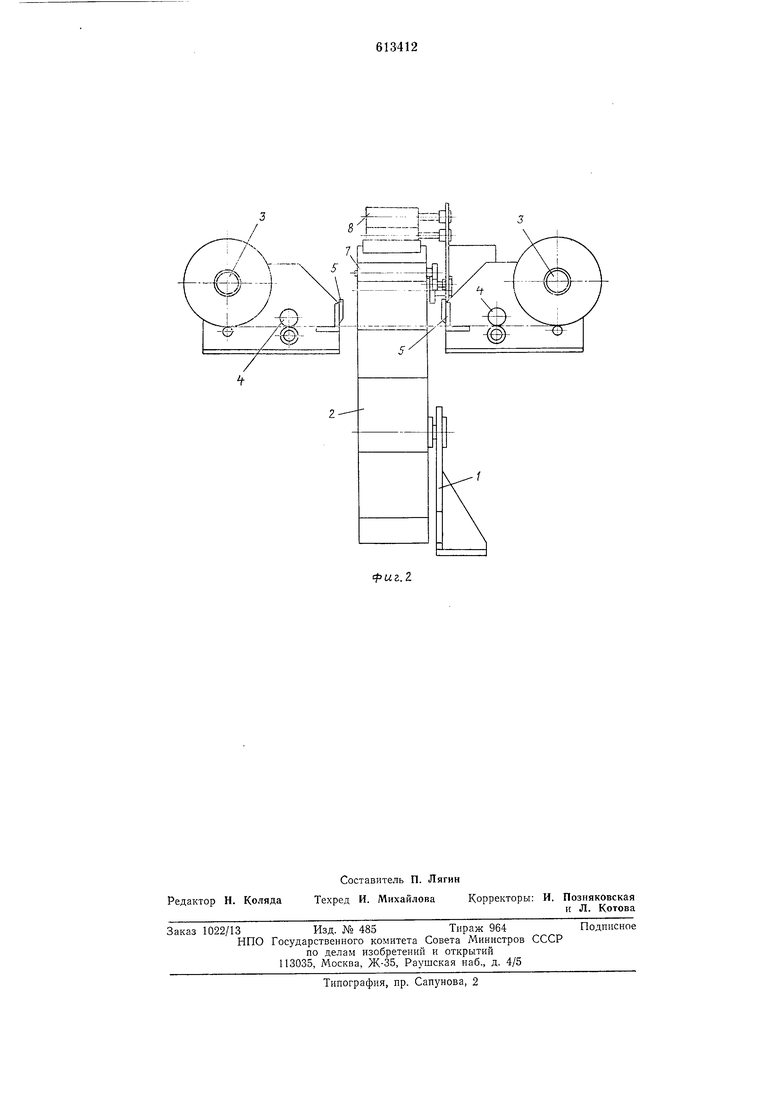
Устройство для сборки плоских секций конденсаторов, содержащее размещенные на основании траиспортно-сборочиый узел, узел выдачи изоляционной нрокладки и узлы смотки, каждый из которых включает бобину с фольгой и механизмы нодачи и отрезки фольги, отличающееся тем, что, с целью повышения электрических характеристик конденсаторов за счет повышения точности совмещения элементов секции, транспортно-сборочный узел выполнен в виде диска с плоскими площадками на образующей поверхности,
клеенаносящего механизма и прижимного ролика, а узлы смотки размещены по обе стороны диска с возможностью подачи фольги на плоские площадки диска транспортно-сборочного узла параллельно оси вращения диска.
Псточники информации, принятые во внимание при экспертизе
1.Карнихин В. В. Производство радиоконденсаторов постоянной емкости. М., «Высшая школа, 1971, с. 83-88, рис. 31.
2.Авторское свидетельство СССР № 399924, кл. Н 01G 13/00, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия набора листовых бумажных и фольговых заготовок в секции и комплектования секций в пакеты металлобумажных конденсаторов | 1980 |
|
SU886081A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ СБОРКИ КОНДЕНСАТОРОВ С ПЛОСКИМИ ДИЭЛЕКТРИЧЕСКИМИ ПЛАСТИНАМИ | 1967 |
|
SU214676A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ ЭЛЕКТРОЛИТИЧЕСКИХ КОНДЕНСАТОРОВ | 1973 |
|
SU370668A1 |
| Устройство для намотки секций конденсаторов | 1982 |
|
SU1061183A1 |
| Устройство для намотки секций рулонных конденсаторов | 1980 |
|
SU960982A1 |
| Устройство для намотки секций конденсаторов с выводами | 1982 |
|
SU1053173A1 |
| Способ изготовления стеклокерамических конденсаторов с электродами из алюминиевой фольги | 1979 |
|
SU1001204A1 |
| Устройство для намотки конденсаторов | 1988 |
|
SU1612331A1 |
| Вакуумная печь для спекания анодов конденсаторов | 1980 |
|
SU900332A1 |
| Устройство для групповой сборки и пайки монолитных керамических конденсаторов | 1988 |
|
SU1599912A1 |
Фиг.1
