Известные автоматы для металлизации торцов конденсаторов при обработке различных типоразмеров конденсаторов требуют переналадки.
Предлагаемый автомат отличается от известного тем, что захваты его рабочих головок выполнены поворотными, а прижимы изделий подпружинены. Это повышает производительность.
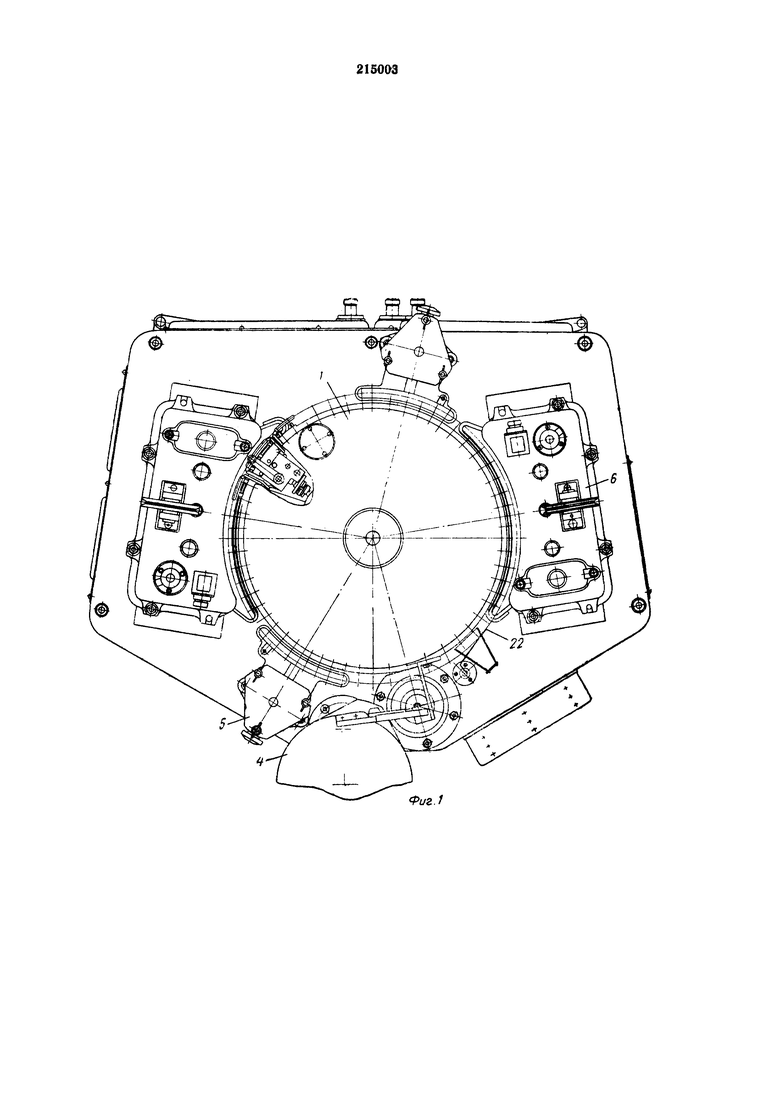
На фиг. 1 изображен предлагаемый автомат, вид сверху; на фиг. 2 - то же, вид сбоку, разрез; на фиг. 3 - рабочая головка ротора лужения, разрез; на фиг. 4 - разрез по А-А на фиг. 3.
Автомат содержит ротор 1 лужения, несущий рабочие головки 2, ротор 3 загрузки, вибрационный бункер 4, ванны 5 с флюсом и ванны 6 с припоем. Все узлы смонтированы на станине 7. Ротор лужения 1 выполнен в форме стакана, установлен на подшипниках неподвижного вала и связан системой зубчатых колес с электродвигателем. К верхней и нижней частям ротора лужения прикреплены барабаны. Нижний барабан несет штоки 8 с рабочими головками 2. Штоки снабжены роликами перемещающимися по копиру 9. Рабочая головка 2 имеет держатель с захватами 10. На оси держателя установлена шестерня 11 с собачкой. Шестерня 11 связана с рейкой 12, а собачка с храповым колесом, жестко укрепленным на конце оси.
На штоке 8 имеется подпружиненная втулка 13.
Верхний барабан несет встречные штоки с подпружиненными подставками и выступами 14 и 15. Ролики верхних штоков перемещаются в пазу верхнего копира 16.
Подлежащие лужению керамического основания конденсаторов загружают в вибробункер 4, откуда они в предварительно ориентированном положении транспортируются через лоток в барабан 17 ротора 3 загрузки. Далее основания конденсаторов поштучно снимаются захватами и зажимаются между выступами 15 и 14.
При вращении ротора 1 зажатые изделия последовательно проходят через ванну с флюсом и расплавленным припоем. Затем рабочая головка вместе с втулкой 13 поднимается, втулка задерживается упором 18, а держатель с захватами, несущими обрабатываемое изделие, перемещаются дальше. Верхний конец рейки 19 упирается в опорную стойку 20 и, взаимодействуя с шестерней 21, поворачивает сцепленное с собачкой храповое колесо.
Одновременно на 180° поворачивается держатель с захватами 10.
После этого рабочая головка опускается, изделие устанавливается на выступы 15 и 14, зажимается и производится флюсование и лужение другой стороны керамических оснований.
Съем луженых керамических трубок осуществляется съемником 22.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный автомат для лужения цилиндрических деталей | 1978 |
|
SU774841A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
| УСТРОЙСТВО для СБОРКИ И ПАЙКИ КОНДЕНСАТОРОВ ПОСТОЯННОЙ ЕМКОСТИ | 1971 |
|
SU318074A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ РАДИОДЕТАЛЕЙ | 1992 |
|
RU2041036C1 |
| УСТРОЙСТВО для ПОДАЧИ ПРИПОЯ и ФЛЮСА в КОРПУСА | 1973 |
|
SU370666A1 |
| Устройство для лужения выводов радиоэлементов | 1990 |
|
SU1787717A1 |
| Автомат для пайки теплообменников | 1978 |
|
SU893428A1 |
| Автомат лужения | 1986 |
|
SU1331622A1 |
| Автоматическое устройство для лужения | 1982 |
|
SU1142241A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |


Автомат для лужения керамических оснований конденсаторов, включающий роторы загрузки и лужения, вибробункер, рабочие головки с захватами и прижимами, ванны с флюсом и припоем, отличающийся тем, что, с целью повышения производительности, захваты рабочих головок выполнены поворотными, а прижимы подпружинены.
