Предлагаемое приспособление предназначается для определения давлений и трения при прокатке путем а) измерения при помощи гидравлических прессов вертикальной и горизонтальной слагающих являющегося при прокатке давления на подшипники валков и б) измерения посредством динамометра силы, с которой прокатываемое изделие втягивается в валки.
Устройство приспособления, схематически изображенное на чертеже, заключается в следующем: каждый подшипник 8 верхнего прокатного валка помещен в коробке 7, могущей перемещаться вертикально между направляющими параллелями 14 и 15, укрепленными на прокатном стане. Вместе с тем, подшипник 8, будучи снабжен с одной (правой по чертежу) стороны цилиндром 11, в который входит поршень 12 с ползуном 13, прилегающим к направляющей 15, может иметь и горизонтальное перемещение. К верхней части подшипника 8 прикреплен поршень 6, входящий внутрь полого винта 1, имеющего гайку 2 в виде конической шестерни. Последняя установлена в части 3 на верху стана таким образом, что при вращении ее от шестерни 19 заставляет подниматься или опускуться винт 1 и коробку 7.
Для пользования приспособлением в полость винта 1 и в цилиндр 11 подается под давлением по трубам 5 и 17 какая-либо жидкость, клапаны 4 и 16 при этом автоматически открываются. Жидкость, войдя в указанные части через посредство поршней 6 и 12, прижимает подшипник 8 к вертикальной и горизонтальной стенкам коробки 7; таким образом, подшипник закрепляется, на месте гидравлическим давлением на него сверху и сбоку. Далее действием шестерен 19 и 2 и винта 1 поднимают или, опускают коробку 7 с подшипником 8, устанавливая валки на нужный калибр, и замечают при этом показания манометров 10 и 18 перед началом прокатки. Давление прокатываемого металла на валки передается через подшипник и поршни в цилиндр 11 и внутрь винта 1 и, закрывая автоматические клапаны 16 и 4, вызывает в жидкости, заполняющей их, добавочное давление. Это увеличение давления на горизонтальную и вертикальную стороны подшипника наблюдается по манометрам, и из их показания путем соответствующих подсчетов, вычисляются величина равнодействующей силы давления металла на валки и угол наклона ее к вертикали, тангенс какового угла выражает коэфициент трения между металлом и валками.
Проверка вычисленного таким образом коэфициента трения может быть произведена также при помощи динамометра 22, прикрепляемого посредством шарнирного приспособления 20, так называемой „лягушки”, к прокатываемому изделию и измеряющего наибольшую силу, с которой оно втягивается валками до предела скольжения их или разрыва металла. Путем статистического анализа (сложения, разложения и перенесения точек приложения) являющихся при прокатке сил, не трудно убедиться, что показанное динамометром усилие будет равняться удвоенному (так как валов два, верхний и нижний) произведению силы трения между металлом и валком на косинус угла наклона к вертикали равнодействующей силы давления между ними. Найденный в этом случае коэфициент трения будет истинным, так как здесь он определяется по наибольшей силе тяги валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК НА ПРОКАТНЫХ СТАНАХ | 2012 |
|
RU2525954C2 |
| СТАН ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ, ЛИНИЯ СТАНА ГОРЯЧЕЙ ПРОКАТКИ, СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ И СПОСОБ МОДЕРНИЗАЦИИ ПРОКАТНОГО СТАНА | 1992 |
|
RU2126729C1 |
| РАБОЧАЯ КЛЕТЬ ЛИСТОВОГО ПРОКАТНОГО СТАНА | 1989 |
|
SU1635386A1 |
| СПОСОБ КОМПЕНСАЦИИ СИЛ ИЛИ СОСТАВЛЯЮЩИХ СИЛ, ЯВЛЯЮЩИХСЯ РЕЗУЛЬТАТОМ ГОРИЗОНТАЛЬНОГО ДВИЖЕНИЯ ВАЛКОВ В ПРОКАТНЫХ КЛЕТЯХ | 1996 |
|
RU2194585C2 |
| ГИДРОМЕХАНИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО | 1997 |
|
RU2125917C1 |
| Прокатная клеть | 1980 |
|
SU984519A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТРЕНИЯ ПРИ ПРОКАТКЕ | 2008 |
|
RU2366525C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1997 |
|
RU2110341C1 |
| ЛИНИЯ НЕПРЕРЫВНОЙ ПРЯМОЙ ПРОКАТКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2011 |
|
RU2457068C1 |
| Опора прокатного валка | 1984 |
|
SU1186301A2 |
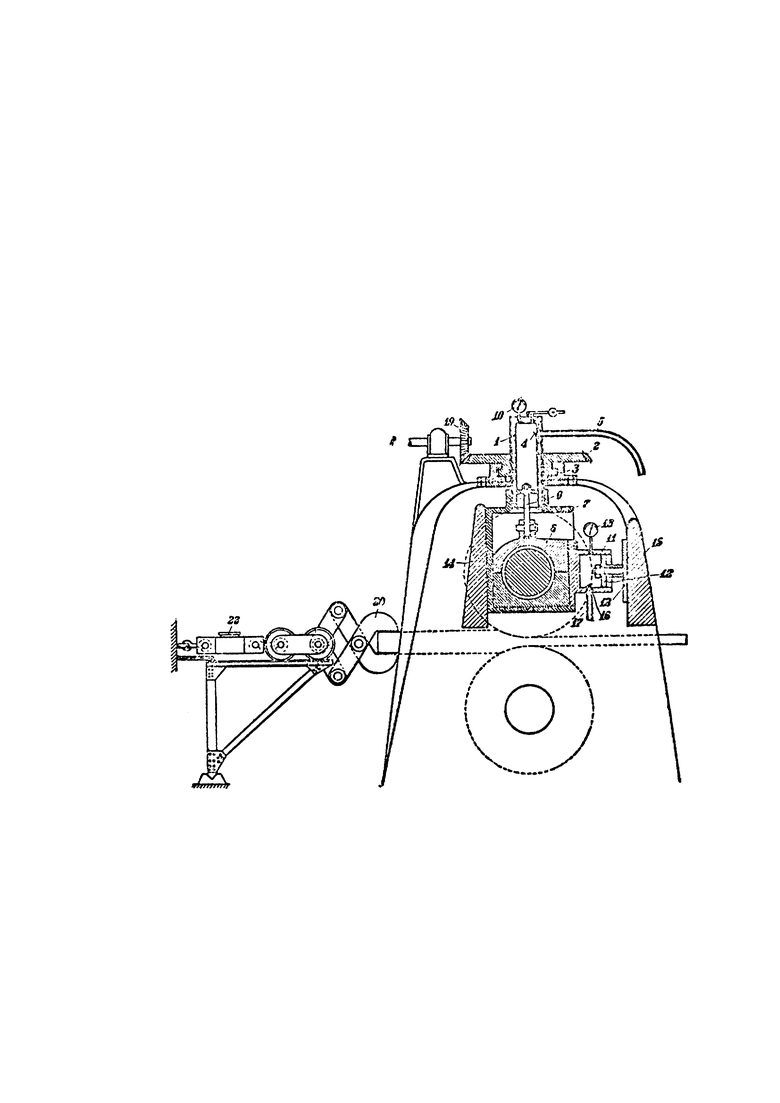
1. Приспособление к прокатному стану для определения давлений и трения при прокатке, снабженное гидравлическими прессами и пружинным динамометром, отличающееся тем, что подшипник 8, несущий шейку прокатного вала, свободно помещен в коробке 7, направляемой параллелями 14 и 15, и связан, с целью учета сил сопротивления, возникающих при прокатке, с двумя прессами с определенным давлением в них жидкости, подаваемой через автоматические клапаны 4 и 16.
2. Применение в приспособлении, охарактеризованном в п. 1, зубчатого привода 19-2-1, служащего для регулирования положения коробки 7.
