Известен автомат для клеймения и разметки деталей, содержащий станину с рабочим органом, расположенную на тележке, имеющей возможность продольного перемещения в горизонтальной плоскости по направляющим.
Предлагаемый автомат отличается от известного тем, что станина снабжена приводом с датчиком обратной связи для ее поперечного перемещения и щупами, электрически связанными с системой управления, монтированной на пульте, а на тележке расположено прижимное устройство, выполненное в виде пневматического цилиндра с захватом.
Кроме того, система управления автомата изготовлена в виде электронного автоматического устройства.
Такое выполнение позволяет расширить технологические возможности автомата, повышает надежность и точность управления.
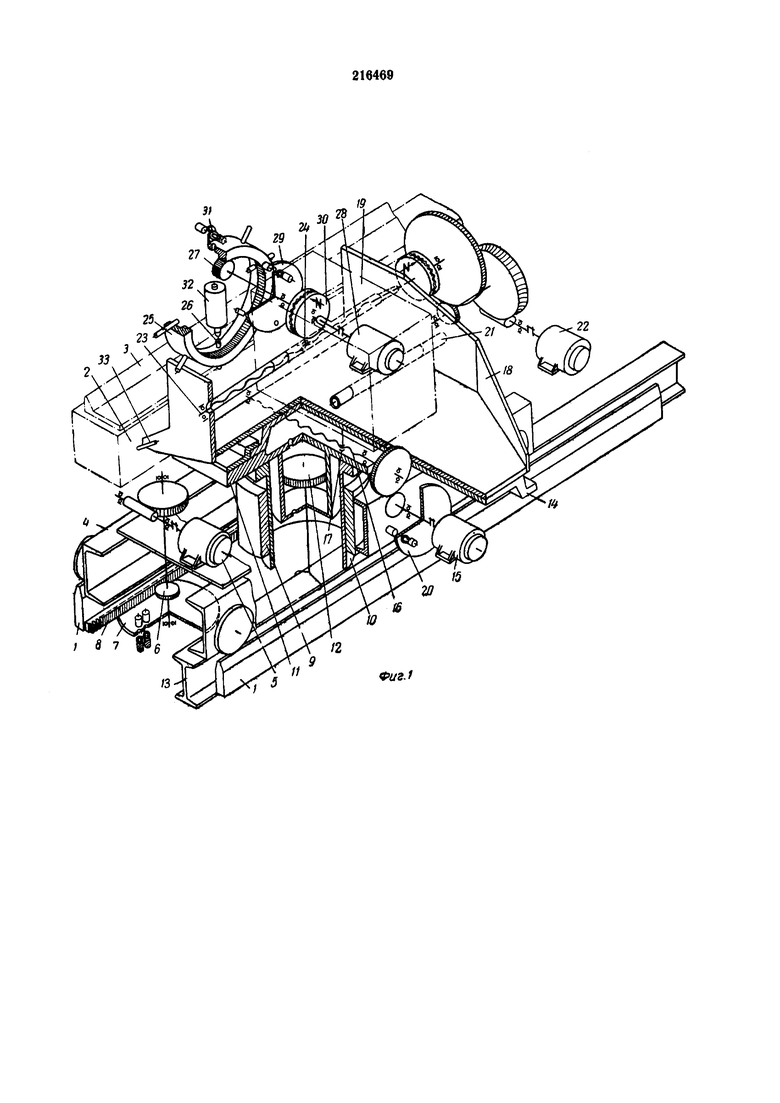
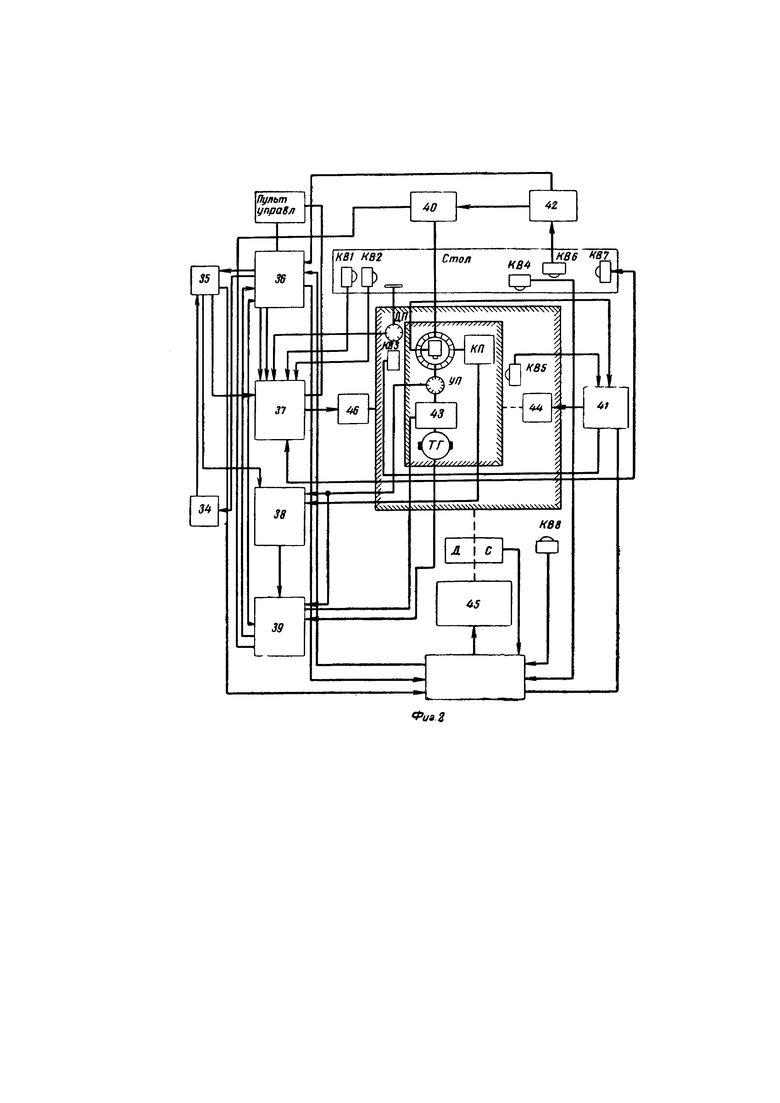
На фиг. 1 показана кинематическая схема автомата; на фиг. 2 - блочная схема управления автоматом.
По рельсам 1 вдоль стола 2, на котором уложен подлежащий разметке профильный прокат 3, передвигается тележка 4 от электропривода 5.
На валу электропривода насажена шестерня 6 и фотодатчик 7. Шестерня входит в зацепление с рейкой 8, которая прикреплена к рельсу 1. Диск фотодатчика имеет ряд отверстий, расположенных по его окружности. На отверстиях установлены фотодатчики. Один из них отсчитывает длину в одну сторону, а другой - в другую. Каждый сигнал фотодатчика соответствует определенной длине передвижения тележки.
Тележка имеет цилиндрическую направляющую 9, в которой может передвигаться вертикально направляющая 10 опорной плиты 11 под действием пневмоцилиндра 12, сцепленного с опорной балкой 13. По опорной плите 11 в поперечном направлении к движению тележки перемещается направляющая 14 от электропривода 15, винта 16 и гайки 17. При этом станина 18 с исполнительным органом-кареткой 19 выдвигается на заданную строку. Фотодатчик 20 за каждый оборот винта 16, равный шагу между строчками, подает сигнал.
К вертикальным щекам станины 18 прикреплены направляющие 21 трубчатого сечения, по которым передвигается шагами, равными шагу знаков в строке, каретка 19 от привода 22, винта 23 и гайки 24. Кольцо 25, несущее клеймо 26, вращается с помощью шестерни 27 от электропривода 28.
Фотодатчик 29 считает полуобороты вала привода кольца. Передача от шестерни к кольцу выполнена так, что за каждый полуоборот шестерни 27 (и диска фотодатчика) кольцо повернется на  (где n - число знаков). Таким образом, в систему управления при повороте на каждый знак поступает один сигнал. Разъединение и стопорение вала привода кольца осуществляется с помощью полуоборотной муфты 30. Фотодатчик 31 корректирует счетчик числа оборотов кольца и отмечает нулевое положение кольца.
(где n - число знаков). Таким образом, в систему управления при повороте на каждый знак поступает один сигнал. Разъединение и стопорение вала привода кольца осуществляется с помощью полуоборотной муфты 30. Фотодатчик 31 корректирует счетчик числа оборотов кольца и отмечает нулевое положение кольца.
Внутри кольца расположен пневмопружинный молоток 32, закрепленный на каретке. Молоток ударяет по клейму каждый раз, когда клеймо приходит в нижнее положение. Щупы 33 служат для подачи сигнала о наличии кромки профильного проката и подают сигнал в систему управления, как только они упрутся в профильный прокат.
Блочная схема управления автоматом предусматривает автоматическое программное управление процессом разметки и клеймения от перфокарты, находящейся в считывающем устройстве 34 и передающей информацию управления через распределитель 35, а также, в случае необходимости, ручное управление от пульта, на котором установлены клавиши со знаками, коммутаторы для задания перемещений тележки и тумблеры для задания номера отроки. Схемы формирования управляющих сигналов, блокировочные связи и все исполнительные органы автомата работают аналогично как при автоматическом программном управлении, так и при ручном наборе программ.
Блок 36 управления переключает каналы автоматического и ручного управления, преобразует информацию заданного перемещения тележки при ручном управлении из десятичного в двоичный код, передает подекадно и суммирует информацию о заданном перемещении, определяет последовательность считывания информации с перфокарты при автоматическом управлении.
Блок 37 пути управляет перемещением тележки. Чтобы исключить накопление ошибки в определении длины детали при многократной остановке тележки, схема блока пути формирует величину перемещения на каждом интервале как разность двух величин: расстояния от базы (от передней кромки детали) до заданной точки остановки и фактически пройденного расстояния от той же базы перед началом движения. Для этого блок пути содержит накапливающий сумматор, куда заводится задание, и счетчик, фиксирующий пройденный путь от базы. Контроль пути осуществляется фотоимпульсным датчиком с ценой импульса 0,5 мм.
В блоке пути имеются также логические схемы, переводящие тележку на пониженную скорость перед остановкой и дающие сигнал остановки с предварением на величину тормозного пути. Этим исключается перебег тележки и достигается ее точная остановка.
Блок 38 вычисления угла поворота кольца формирует задание, выраженное числом шаговых делений, по номеру команды, соответствующему данному знаку. Блок состоит из регистра числа, счетчика до 42 знаков и схемы совпадения. Счетчик запоминает номер предыдущего знака в процессе маркировки или единицу перед началом ее. При поступлении команды (номера знака) в регистр вводится число, соответствующее этому номеру, а счетчик заполняется от генератора импульсов до совпадения с регистром. Число импульсов, прошедших через счетчик, будет равно заданному углу поворота кольца. Это число заводится в реверсивный счетчик, управляющий приводом поворота кольца.
Блок 39 управления поворотом кольца состоит из реверсивного счетчика, куда заводится заданный угол поворота, преобразователя числа в напряжение, схемы перевода привода на пониженную скорость и схемы остановки.
На пониженную скорость привод переводится автоматически аналоговой схемой сравнения двух величин: остановки углового пути кольца, фиксируемого реверсивным счетчиком, и схемой преобразования типа «число-напряжение» и пути торможения, зависящего от скорости и вычисляемого с помощью тахогенератора ТГ и функционального преобразователя. При равенстве этих величин подается команда на снижение скорости. Таким образом, благодаря непрерывному контролю указанных величин схема обеспечивает либо «треугольный», либо «трапециедальный» скоростной график в зависимости от заданного углового пути. Механический фиксатор (однооборотная муфта) включается на пониженной скорости за один шаг до остановки, что исключает сильные механические удары на фиксирующий механизм. Угловой путь кольца контролируется фотоимпульсным датчиком с ценой импульса 1/42 оборота.
Исходное положение, в которое возвращается кольцо по окончании маркировки, определяется отдельным оптическим датчиком нулевого положения.
Блок 40 управления молотком подает команду на включение электромагнитного клапана пневматического молотка, когда реверсивный счетчик окажется в нулевом положении, а под ударом будет стоять клеймо с нужным знаком. Клапан отключается по команде, полученной от конечного выключателя, на который воздействует молоток при своем ходе.
Блок 41 управления кареткой обеспечивает перемещение каретки на шаг после удара молотка путем включения муфты и поворота ведомого винта на один оборот. Команда на включение муфты подается одновременно с командой на удар молотка, но с электрической задержкой, обеспечивающей последовательность работы этих механизмов. Каретка возвращается в исходное положение от общей команды возврата кольца и каретки. По этой команде включается на обратный ход двигатель каретки.
Блок управления станиной автоматически выводит станину на одну из семи строк по команде номера строки и переводит на нижнюю строку, если марка располагается на двух или более строках. Блок состоит из шифратора номера строки в двоичной код и трехразрядного счетчика. Число с номером строки вводится в счетчик, а «списывается» импульсами от фотоимпульсного датчика строк ДС.
Отсчет перемещения станины при выводе на строку начинается всегда от кромки профиля, независимо от его положения относительно стола, серповидности, неточности фиксации и т.д. Это достигается тем, что доступ импульсов от датчика ДС в схему счета открывается тогда, когда щуп коснется кромки профиля.
На строку вниз станина переводится от отдельной команды с одновременным вводом в счетчик единицы. Станина возвращается в исходное положение от общей команды одновременно с возвратом каретки. Сигналом остановки станины в этом случае является срабатывание конечного выключателя КВ8.
Блок 42 зажима полосы управляет зажимом и.отжимом полосы, а также включением и отключением электромагнитного клапана пневмоцилиндра. Команда на зажим полосы поступает одновременно с командой на удар молотка, но выполняется без временной задержки. Отжимается полоса от общего сигнала окончания клеймения или от команды перевода станины на строку вниз.
На фиг. 2 даны также следующие обозначения: приводы 43, 44, 45 и 46 соответственно кольца, каретки, станины и тележки; КВ1 - КВ8 - пронумерованные конечные выключатели; ДП - датчик пути; УП - датчик угла поворота кольца; КП - датчик нулевого положения кольца.
Автомат работает следующим образом.
Разметка и клеймение производятся по принципу: неподвижный профиль и передвигающийся автомат.
Профильный прокат может подаваться на разметочный стол рольгангом или укладываться краном.
Автомат к началу клеймения и разметки всегда устанавливается в нулевое (начальное) положение. После подачи профильного проката 3 на стол 2 по сигналу конечника начинается считывание команд с перфокарты и включается привод выдвижения станины 18 на строку для отметки начала отсчета детали.
Станина выдвигается до упора щупов 33 в прокат 3. При этом срабатывает конечный выключатель. Если станина должна вывести исполнительный орган на следующую (не первую) строку, то привод не отключается после упора щупов, а включается фотодатчик, который считает строчки. При выходе на нужную строку привод станины отключается.
Одновременно с выдвижением станины кольцо 25 устанавливается в нулевое положение. Затем кольцо поворачивается на угол, соответствующий заданному знаку, одновременно подается команда на зажим полосы. При выходе нужного знака под удар молотка 32 и остановке кольца 25 происходит удар молотка по клейму 26, и нужный знак поставлен. Далее каретка 19 перемещается на шаг с одновременным подводом следующего знака под удар и т.д. до тех пор, пока будут нанесены все нужные знаки.
После этого полоса отжимается, кольцо устанавливается в нулевое положение, каретка передвигается в крайнее левое положение, и станина отходит от стола.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клеймения | 1974 |
|
SU531592A1 |
| Устройство для клеймения | 1990 |
|
SU1801655A1 |
| Устройство для клеймения изделий | 1977 |
|
SU733767A1 |
| Устройство для клеймения | 1990 |
|
SU1813024A3 |
| Машина для клеймения листового проката | 1959 |
|
SU139645A1 |
| Устройство для изготовления клейм | 1980 |
|
SU963600A1 |
| Устройство для изготовления деталей из пруткового материала | 1990 |
|
SU1759508A1 |
| Устройство для клеймения деталей | 1989 |
|
SU1738640A1 |
| Автомат ударного клеймения головокболтов | 1974 |
|
SU508298A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1993 |
|
RU2086325C1 |
1. Автомат для клеймения и разметки деталей, содержащий станину с рабочим органом, расположенную на тележке, имеющей возможность продольного перемещения в горизонтальной плоскости по направляющим, отличающийся тем, что, с целью расширения технологических возможностей автомата, станина снабжена приводом с датчиком обратной связи для ее поперечного перемещения и щупами, электрически связанными с системой управления, монтированной на пульте, а на тележке монтировано прижимное устройство, выполненное в виде пневматического цилиндра с захватом.
2. Автомат по п. 1, отличающийся тем, что, с целью повышения надежности и точности управления, система управления выполнена в виде электронного автоматического устройства.
