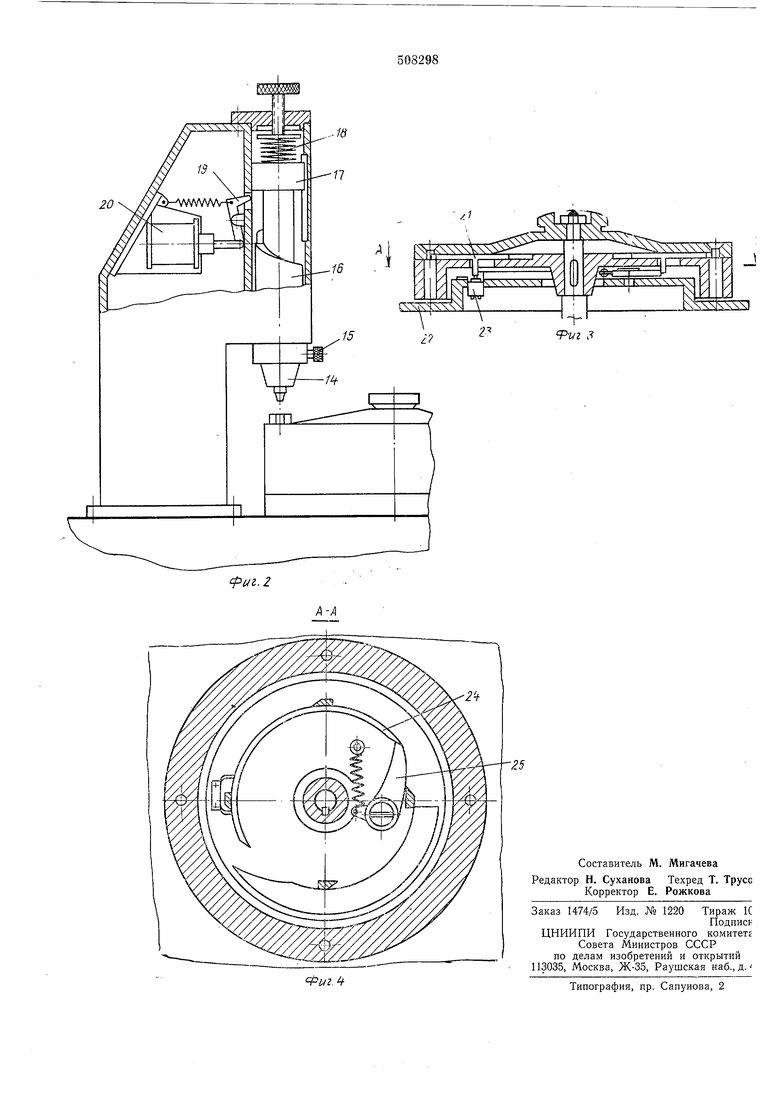
16, ударник 17, силовую пружину 18 и устройство 19 запирания взведенного ударника с электромагнито,м 20 (фиг. 2).
Для управления электромагнитом в радиальных пазах поворотного позициоиного барабана 8 установлены щупы 21 (фиг. 3), а па стакане 22, закрепленном на станине, выставлен микропереключатель 23. Стакан снабжен также направляющими полукольцами 24 (фиг. 4) и подпружиненной стрелкой 25.
Автомат работает следующим образом.
Подлежащие клеймению болты засыпаются в бункер бункерно-загрузочного устройства 2. При включении автомата от привода 1 приводятся IB действие все его механизмы. Болты по вибрирующему лотку подаются к питателю, которым досыпаются в гнезда поворотного позиционного барабана 8. Барабан поворотом на 90° от мальтийского механизма 7 с помощью центрального вала 6 переносит болт под механиЗМ 3 ориентации.
Подпружиненный о.риентатор 9 опускается кулачком 13, установленным на промежуточном валу 10. После его подвода к болту ориентатор поворачивается мальтийским механизмом 11 с шестеренчатой передачей 12 на 180° и выставляет щлиц головки болта в заданное положение. Место удара клейма при фиксированном положении головки выбирается путем смещения и поворота оправки 14 винтом 15.
Из позиции ориентирования болт поворотным позиционным барабаном переносится под механизм 4 клеймения. Вращающийся кулачок 16 взводит ударник 17, сжимая силовую пружину 18. В конце рабочего профиля кулачка ударник срывается и ударяет по инструменту, наносящему клеймо на головку болта. В следующий момент болт перемещается на последнюю позицию, где толкатель сбрасывателя 5 выбрасывает его в тару.
Для предохранения гнезд поворотного позиционного барабана от забивания при отсутствии болтов в гнезде ударник во взведенном положении запирается устройством 19 с помощью электромагнита 20. Управление электромагнитом осуществляется закрепленным на стакане 22 микропереключателем 23. Расположенные в пазах поворотного позиционного барабана четыре щупа 21 своими выступами перемещаются по неподвижным направляющим полукольцам 24 с подпружиненной
стрелкой 25. Когда в гнезде отсутствует болт, щуп на позиции загрузки загоняется стрелкой 25 в пустое гнездо. В этом случае выступи щупа перемещается по внешлему контуру полукольца и на позиции клеймения набегает на переключатель, замыкающий цепь электромагнита, который, сработав, своим толкателем перекрывает ход ударнику механизма клеймения. Когда же в гнезде барабана находится болт, стрелка не может продвинуть щуп в гнездо и выступ щупа перемещается по внутреннему контуру полукольца и «е набегает на микропереключатель. Команда на блокировку ударника не поступает и он производит клеймение болта.
При переходе на клей|мение болтов другого типоразмера производят переналадку автомата, для чего на рабочие позиции поворотного позиционного барабана выводят лнезда нужного диаметра, устанавливают необходимую ширину русла лотка и выходную щель между лотком и сбрасывателем бункера. После настройки ноложения клейма относительно поверхности головки болта автомат готов к дальнейшей работе.
Формула изобретения
Автомат ударного клеймения головок болтов, содержащий установленные в станине и кинематически связанные между собой бункерное загрузочное устройство, поворотный позиционный барабан с пазами, механизМ ориентации изделий, механизм клеймения с ударником, отличающийся тем, что, с целью повышения качества клеймения изделий и повышения надежности автомата в работе, он снабжен устройством запирания взведенного ударника, кинематически связанным с многопозиционным поворотным барабаноМ и выполненным в виде электромагнита с защелкой и механизма управления электромагнитом, состоящего из микровыключателя и контактирующих с иим щупов, размещенных в пазах барабана, при этом станина снабжена расположенным под поворотным барабаном соосным ему стаканом с размещенными на его торцовой поверх1ности неподвижными полукольцами, соеднненны.ми между собой подпружиненной стрелкой и соприкасающимися со щупами.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для клеймения головок болтов | 1973 |
|
SU467773A1 |
| Автоматическое устройство для клеймения изделий ступенчатой формы | 1988 |
|
SU1620174A1 |
| БИБЛИОТЕ.-.А•1.•s;*lW-~ | 1972 |
|
SU356012A1 |
| Устройство для клеймения | 1985 |
|
SU1382530A1 |
| АВТОМАТ ДЛЯ КЛЕЙМЕНИЯ И ФРЕЗЕРОВАНИЯ ВСТАВОК К РЕЗЬБОВЫМ МИКРОМЕТРАМ | 1964 |
|
SU163865A1 |
| Станок автомат для клеймения | 1972 |
|
SU446335A1 |
| Автоматическое устройство для клеймения | 1989 |
|
SU1712025A1 |
| Устройство для клеймения | 1988 |
|
SU1784335A1 |
| Автомат для сборки запрессовкой охватываемой и охватывающей деталей | 1984 |
|
SU1204359A1 |
| Станок-автомат для ударного клеймения в торец цилиндрических изделий типа "стакан" | 1973 |
|
SU473545A1 |