Известные устройства для изготовления железобетонных изделий по круговой схеме, включающие поворотную платформу и формующую тележку с бункером и опалубкой, не полностью используют площадь платформы. Кроме того, известными устройствами невозможно одновременно изготавливать изделия с различной продолжительностью технологического цикла, а также изделия с предварительно напряженной арматурой.
С целью использования всей площади поворотной платформы и одновременного изготовления изделий с различной продолжительностью технологического цикла, а также с предварительно-напряженной арматурой, в предлагаемом устройстве платформа выполнена с направляющими для радиального перемещения формующей тележки и с упорами для восприятия усилия предварительно-напряженной арматуры.
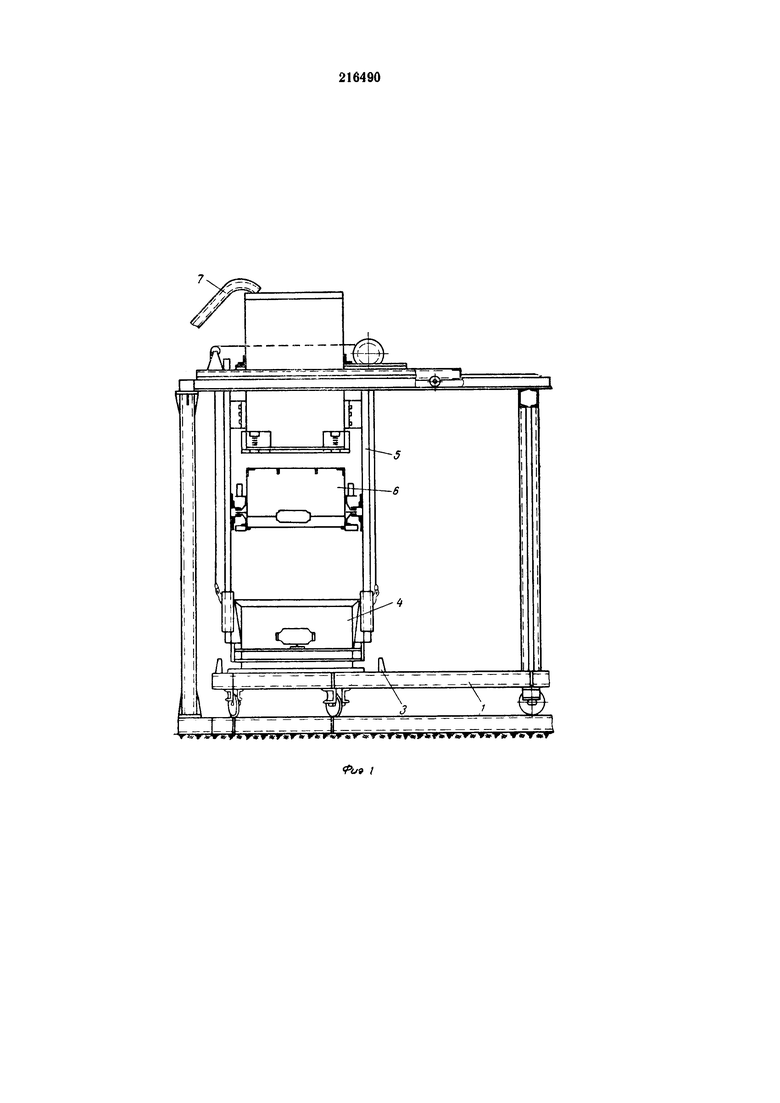
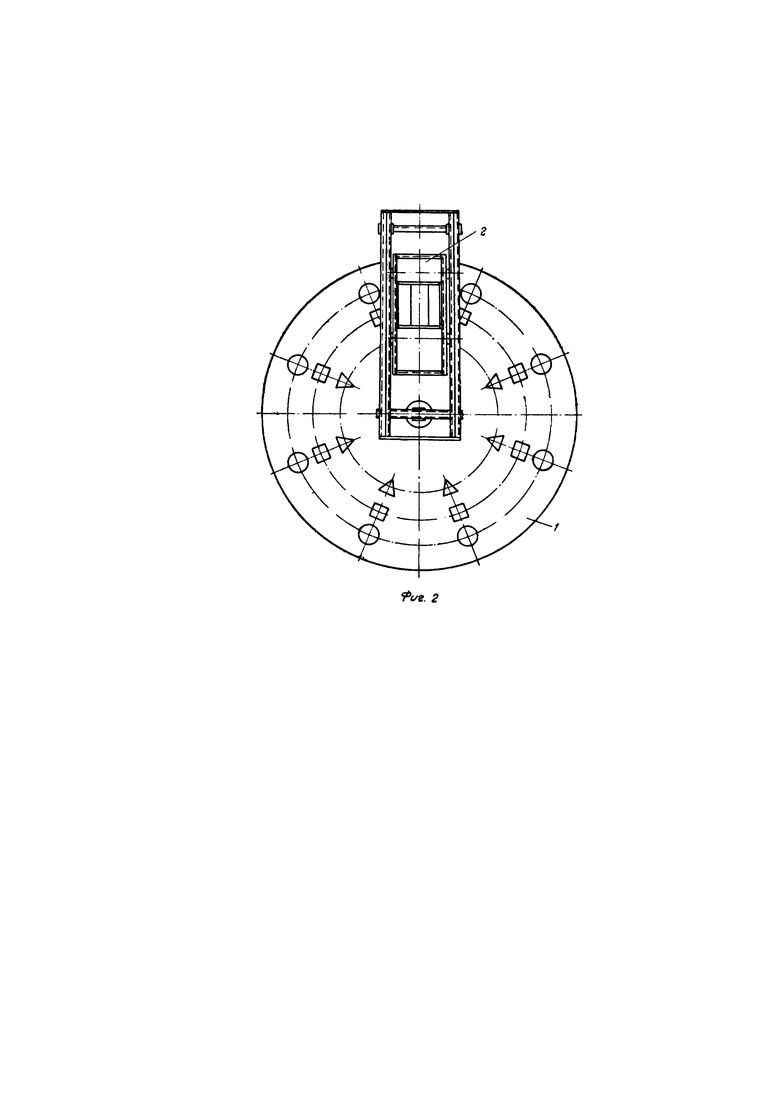
На фиг. 1 показан план устройства; на фиг. 2 - то же, поперечный разрез.
Устройство состоит из поворотной платформы 1 и формующей тележки 2.
Поворотная платформа 1 имеет возможность совершать движение вокруг своего центра с необходимой цикличностью. Она снабжена направляющими для радиального перемещения формующей тележки 2, а также упорами 3 для восприятия усилия предварительно-напряженной арматуры.
На формующей тележке 2 смонтированы опалубка 4, направляющие 5 для вертикального перемещения опалубки, бункер 6 с нагревательными приспособлениями. Бетон в бункер подают скиповым подъемником 7.
Устройство работает следующим образом.
Бетонную смесь из бункера, в котором ее нагревают до 90-100°С, подают в опалубку и формуют. По окончании формования опалубку поднимают вверх, оставляя отформованное изделие на платформе. Затем платформу поворачивают, подготавливая место для формовки следующего изделия.
При необходимости формования изделий с различной продолжительностью цикла формующую тележку передвигают по радиальным направляющим.
| название | год | авторы | номер документа |
|---|---|---|---|
| Карусельно-конвейерная установка для изготовления железобетонных колец | 1981 |
|
SU992190A1 |
| Стенд для изготовления предварительно-напряженных железобетонных изделий и конструкций | 1982 |
|
SU1148950A1 |
| Технологический комплекс для производства строительных изделий из бетона и железобетона | 1990 |
|
SU1738672A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Секция наружной формы при производстве трубчатых изделий из бетонных смесей | 1989 |
|
SU1728032A1 |
| Роторный конвейер для изготовления бетонных и железобетонных изделий | 1980 |
|
SU948667A1 |
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |
| Установка для непрерывного формования железобетонных изделий на основе особо быстротвердеющего цемента | 1991 |
|
SU1790494A3 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ МЕХАНИЧЕСКОГО НАТЯЖЕНИЯ И СПУСКА ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОЙ АРМАТУРЫ | 1969 |
|
SU251192A1 |
| "Установка для изготовления объемных блоков типа "колпак" | 1989 |
|
SU1719206A1 |
Устройство для изготовления железобетонных изделий по круговой схеме, включающее поворотную платформу и формующую тележку, на которой смонтированы опалубка и бункер, отличающееся тем, что, с целью использования всей площади поворотной платформы и одновременного изготовления изделий с различной продолжительностью технологического цикла, а также с предварительно-напряженной арматурой, поворотная платформа выполнена с направляющими для радиального перемещения формующей тележки и с упорами для восприятия усилия предварительно-напряженной арматуры.
