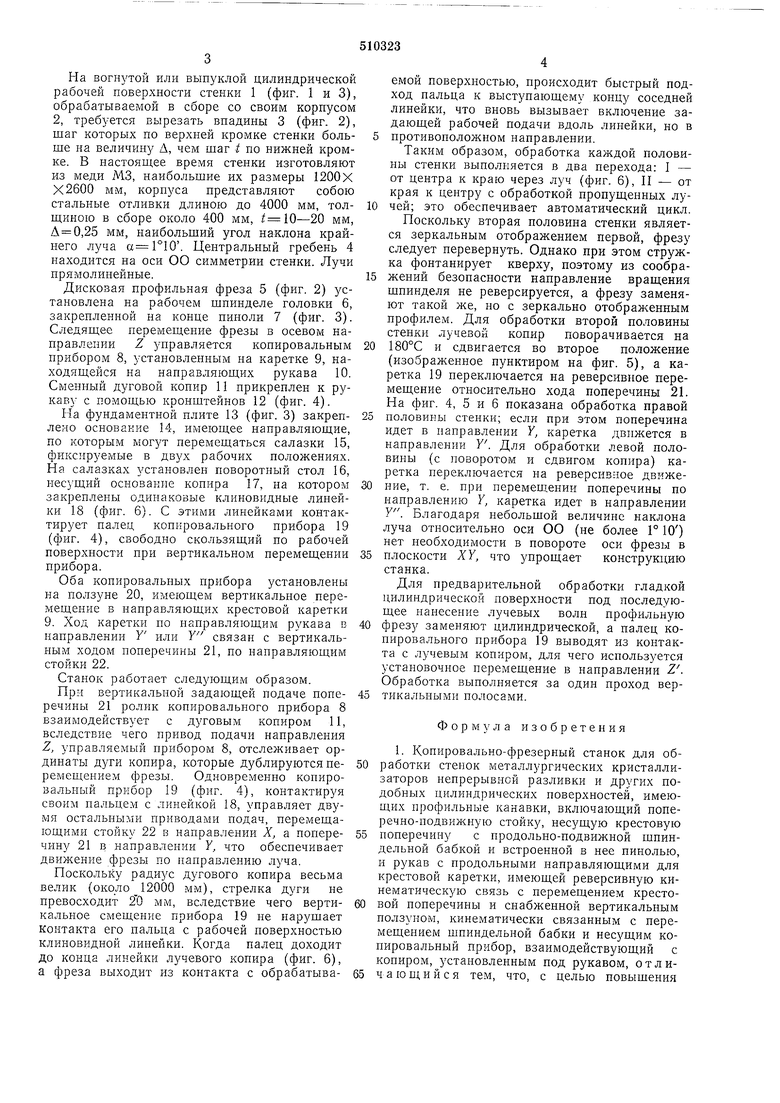
На вогнутой или выпуклой цилиндрической рабочей поверхности стенки 1 (фиг. 1 и 3), обрабатываемой в сборе со своим корпусом 2, требуется вырезать впадины 3 (фиг. 2), шаг которых по верхней кромке стенки больше на величину Д, чем шаг / по нижней кромке. В настоящее время стенки изготовляют из меди МЗ, наибольшие их размеры 1200Х Х2600 мм, корпуса представляют собою стальные отливки длиною до 4000 мм, толщиною в сборе около 400 мм, 10-20 мм, А 0,25 мм, наибольший угол наклона крайнего луча а 1°10. Центральный гребень 4 находится на оси ОО симметрии стенки. Лучи прямолинейные.
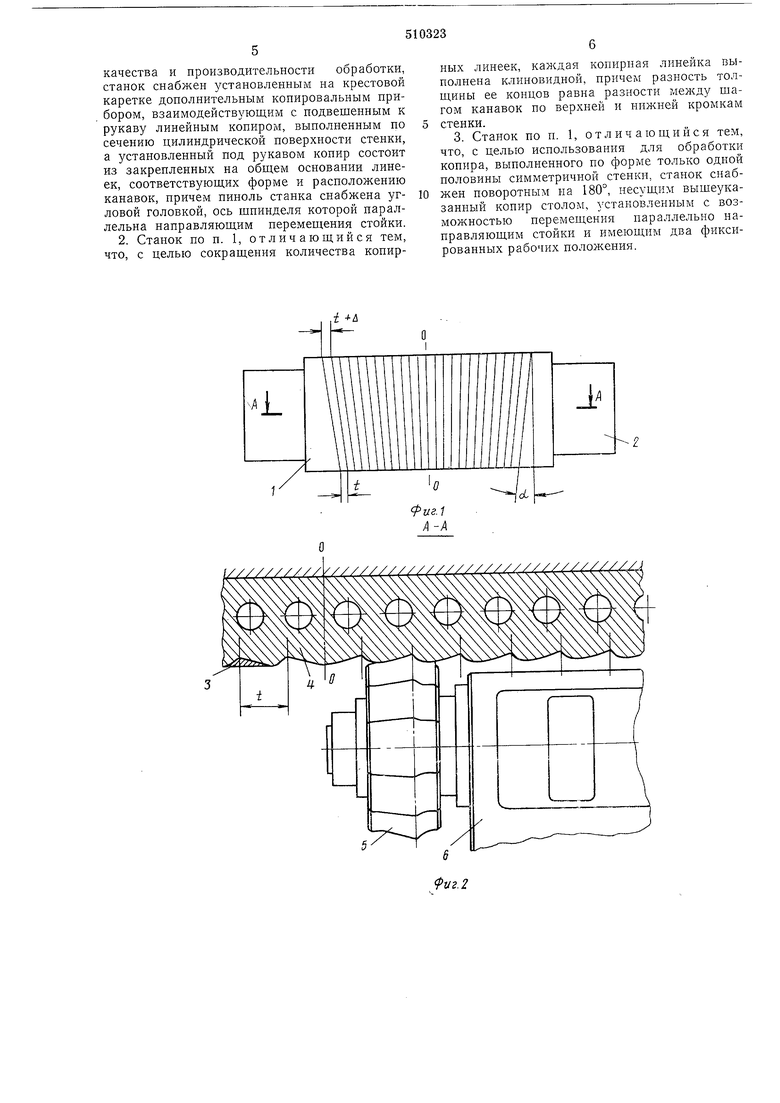
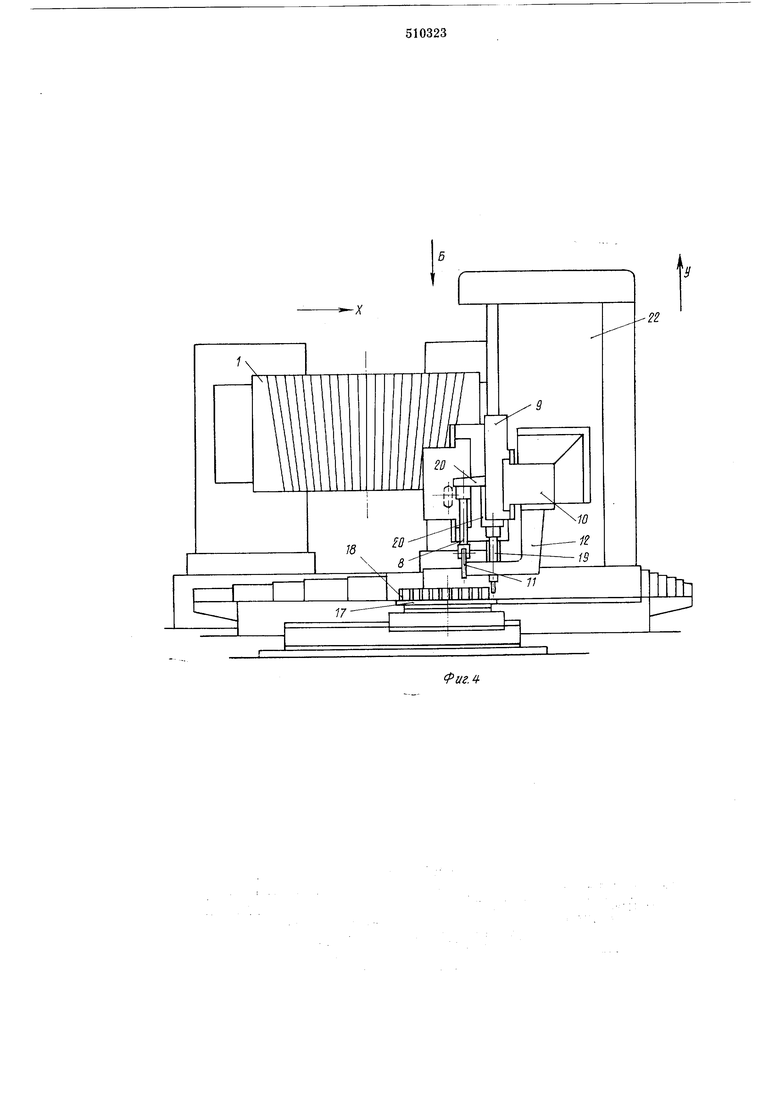
Дисковая профильная фреза 5 (фиг. 2) установлена на рабочем шпинделе головки 6, закрепленной на конце пиноли 7 (фиг. 3). Следящее перемещение фрезы в осевом направлении Z управляется копировальным прибором 8, установленным на каретке 9, находящейся на направляющих рукава 10. Сменный дуговой копир И прикреплен к рукаву с помощью кронщтейнов 12 (фиг. 4).
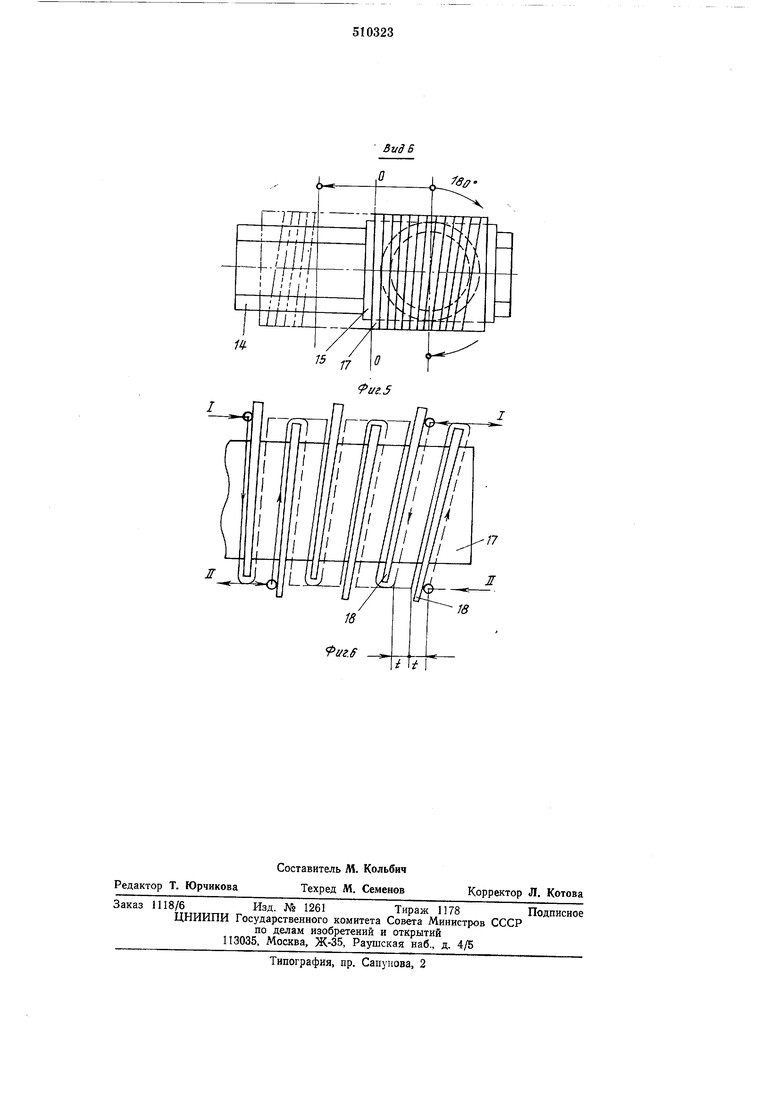
На фундаментной плите 13 (фиг. 3) закреплено основание 14, имеющее направляющие, по которым могут перемещаться салазки 15, фиксируемые в двух рабочих положениях. На салазках установлен поворотный стол 16, несущий основание копира 17, на котором закреплены одинаковые клиновидные линейки 18 (фиг. 6). С этими линейками контактирует палец копировального прибора 19 (фиг. 4), свободно скользящий по рабочей поверхности при вертикальном перемещении прибора.
Оба копировальных прибора установлены на ползуне 20, имеющем вертикальное перемещение в направляющих крестовой каретки 9. Ход каретки по направляющим рукава в направлении Y или Y связан с вертикальным ходом поперечины 21, по направляющим стойки 22.
Станок работает следующим образом.
При вертикальной задающей подаче поперечины 21 ролик копировального прибора 8 взаимодействует с дуговым копиром 11, вследствие чего привод подачи направлепия Z, управляемый прибором 8, отслеживает ординаты дуги копира, которые дублируются перемещением фрезы. Одновременно копировальный прибор 19 (фиг. 4), контактируя своим пальцем с линейкой 18, управляет двумя остальными приводами подач, перемещающими стойку 22 в направлении X, а поперечину 21 в направлении Y, что обеспечивает движение фрезы по направлению луча.
Поскольку радиус дугового копира весьма велик (около 12000 мм), стрелка дуги не превосходит 20 мм, вследствие чего вертикальное смещение прибора 19 не нарушает контакта его пальца с рабочей поверхностью клиновидной линейки. Когда палец доходит до конца линейки лучевого копира (фиг. 6), а фреза выходит из контакта с обрабатываемой поверхностью, происходит быстрый подход пальца к выступающему концу соседней линейки, что вновь вызывает включение задающей рабочей подачи вдоль линейки, но в противоположном направлении.
Таким образом, обработка каждой половины стенки выполняется в два перехода: I - от центра к краю через луч (фиг. 6), II - от края к центру с обработкой пропущенных лучей; это обеспечивает автоматический цикл. Поскольку вторая половина стенки является зеркальным отображением первой, фрезу следует перевернуть. Однако при этом стружка фонтанирует кверху, поэтому из соображений безопасности направление вращения щпинделя не реверсируется, а фрезу заменяют такой же, но с зеркально отображенным профилем. Для обработки второй половины стенки лучевой копир поворачивается на
180°С и сдвигается во второе положение (изображенное пунктиром на фиг. 5), а каретка 19 нереключается на реверсивное перемещение относительно хода поперечины 21. На фиг. 4, 5 и 6 показана обработка правой
половины стенки; если при этом поперечина идет в направлении У, каретка двнжется в направлении У. Для обработки левой половины (с поворотом и сдвигом копира) каретка переключается на реверсивное движение, т. е. при перемещ,ении поперечины по направлению У, каретка идет в направлении У. Благодаря небольшой величине наклона луча относительно оси ОО (не более 1° 10) нет необходимости в повороте оси фрезы в
плоскости XY, что упрощает конструкцию станка.
Для предварительной обработки гладкой цилиндрической поверхности под последующее нанесение лучевых волн профильную
фрезу заменяют цилиндрической, а палец копировального прибора 19 выводят из контакта с лучевым копиром, для чего используется установочное перемещение в направлении Z. Обработка выполняется за один проход вертикальными полосами.
Формула изобретения
1. Копировально-фрезерный станок для обработки стенок металлургических кристаллизаторов непрерывной разливки и других подобных цилиндрических поверхностей, имеющих профильные канавки, включающий поперечно-подвижную стойку, несущую крестовую
поперечину с продольно-подвижной шпиндельной бабкой и встроенной в нее пинолью, и рукав с продольными направляющими для крестовой каретки, имеющей реверсивную кинематическзю связь с перемещением крестовой поперечины и снабженной вертикальным ползуном, кинематически связанным с перемещением шпиндельной бабки и несущим копировальный прибор, взаимодействующий с копиром, установленным под рукавом, отличаюп ийся тем, что, с целью повышения
качества и производительности обработки, станок снабжен установленным на крестовой каретке дополнительным копировальным при, бором, взаимодействующим с подвешенным к рукаву линейным копиром, выполненным по сечению цилиндрической поверхности стенки, а установленный под рукавом копир состоит из закрепленных на общем основании линеек, соответствующих форме и расположению канавок, причем пиполь станка снабжена угловой головкой, ось шпинделя которой параллельна направляющим перемещения стойки. 2. Станок по п. 1, отличающийся тем, что, с целью сокращения количества копирных линеек, каждая копирпая линейка выполнена клиновидной, причем разность толщины ее концов равна разности между шагом канавок по верхней и нижней кромкам стенки.
3. Станок по п. 1, отличающийся тем, что, с целью использования для обработки копира, выполненного по форме только одной половины симметричной стенки, станок снабжен поворотным на 180°, несущим вышеуказанный копир столом, установленным с возможностью перемещения параллельно направляющим стойки и имеющим два фиксированных рабочих положения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОПИРОВАЛЬНО-ФРЕЗЕРНЬ^Й СТАНОК | 1968 |
|
SU217893A1 |
| Копировально-фрезерный станок для об-РАбОТКи CTEHOK МЕТАллуРгичЕСКиХ КРиСТАл-лизАТОРОВ НЕпРЕРыВНОй РАзлиВКи | 1979 |
|
SU801989A2 |
| ТОКАРНО-КАРУСЕЛЬНЫЙ СТАНОК С КОПИРОВАЛЬНО- ФРЕЗЕРНЫМ СУПНОРТОМ | 1971 |
|
SU304059A1 |
| Копировально-фрезерный станок | 1984 |
|
SU1168350A1 |
| Планетарный фрезерный станок | 1979 |
|
SU831419A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650784A1 |
| Полуавтоматический гидрокопировально-фрезерный станок для обработки лопастей воздушных винтов | 1959 |
|
SU133351A1 |
| Станок для обработки разделки шва под сварку | 1979 |
|
SU1038105A1 |
| Полуавтоматический электрокопировальный фрезерный станок для обработки фасонных контуров больших размеров, в частности самолетных шаблонов | 1948 |
|
SU86730A1 |
| ТЯЖЕЛЫЙ КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1961 |
|
SU137745A1 |
П
75
Ж
