Известны отрезные станки для резки непрерывно движущихся труб на заготовки заданной длины, содержащие движущуюся возвратно-постуиательно по направляющим станка тележку с устройствами для автоматического зажима и отрезки трубы, в которых замер длины производится следящими роликами или флажками.
Предлагаемый станок отличается от известных тем, что тележка снабжена жестко прикрепленным к ней по оси трубы закрытым лотком с датчиком, установленным на его торце таким образом, что расстояние между упором датчика и режущим инструментом равно длине отрезаемой трубы, движущейся синхронно с лотком.
Такое выполнение устройства позволяет повысить точность резки.
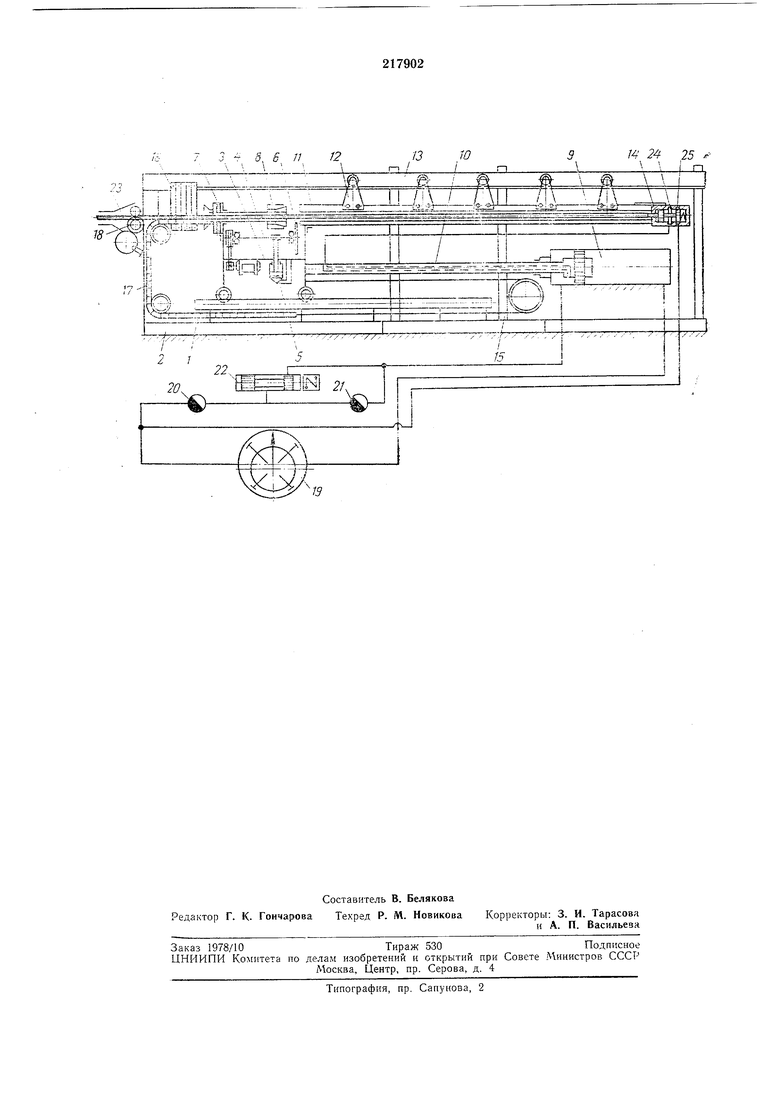
На чертеже изображена схема станка в исходном положении.
На направляющих / станины 2 установлена тележка 3. На раме тележки смонтирована отрезная головка, состоящая из шпинделя 4 с гидроцилиндром подачи 5, дисковой фрезы 6, гидроцилиндра 7, цангового зажима В трубы.
мерной резки труб перемещается вместе с ней в продольном направлении на опорах качения 12 по неподвижной балке 13.
Лоток набирается из кратных длин для наладки на нужный размер, на конце его крепится следящий датчик 14. Основой для связи всех узлов станка служат опорные стойки 15. Пять поддерлсек 16, которые при перемещении тележки вправо устанавливаются на
равном друг от друга расстоянии, совместно со специальной роликовой цепью 17 служат для предохранения движущейся трубы от провисания, а также от изгиба ее при обратном ходе тележки. К первой стойке крепится узел отмера длин 18, производящий отмер при резке и смотке труб в бухты (при длине отрезаемой трубы больше длины лотка). Во избежание ударов, что может привести
к искривлению заготовок и порче торца, применен двухступенчатый разгон тележки, который обеспечивает подход торца трубы к упору следящего датчика 14 на скорости не более 5 MJMUH.
Гидравлическая система станка включает в себя насос 19 переменной производительности, создающий реверсированный поток жидкости для обеспечения возвратно-поступатель-Ного движения тележки; два дросселя 20 и
обеспечения двухступенчатого разгона тележки; следящий датчик 14.
В исходном ноложении тележка 3 неподвижна и находится в крайнем левом положении. Движущаяся труба 23, проходя открытый цанговый зажим 8, попадает в лоток и мерной резки труб и, не доходя 0,5 м до упора золотника следящего датчика 14, дает команду на разгон тележки. Совместно с тележкой вправо уходит лоток П мерной резки труб.
Производительность насоса устанавливается такой, чтобы разогнать тележку до скорости движения трубы. Однако основной поток масла, проходя через два дросселя 20 и 21 и золотник управления 22, обеспечивают разгон тележки на 5 м/мин меньше скорости движения трубы. Таким образом, следящий датчик вступает в работу при разности скоростей трубы и тележки в 5 м/мин.
Момент начала разгона тележки 3 выбирается таким образом, чтобы при окончании разгона ее торен движущейся трубы 23 находился на расстоянии 15 мм от упора золотника следящего датчика 14. При несоблюдении этого требования возрастает продолжительность цикла и увеличивается длина станка. Это условие обеспечивается применением двухступенчатого разгона тележки 3.
Iступень. Жидкость от насоса 19, проходя через два дросселя 20 и 21, попадает в штоковую полость цилиндра 9.
У-гкл. I тр. -20 м/мин
Труба, не доходя до упора гидравлического датчика 14 на 30 м.ч, дает команду на включение П ступени разгона.
IIступень. Жидкость от насоса 19 через дроссель 20 и золотник управления 22, минуя дроссель 21, попадает также в щтоковую полость цилиндра 9.
Vтeл. II т).-5 М/мин
Подходя к упору следящего датчика 14 со скоростью 5 м/мин, труба 23 нажимает на
упор датчика и начинает перемещать его вправо. Проточки 24 и 25 следящего датчика соединяются и в штоковую полость гидроцилиндра 9 через шток 10 начинает поступать 5 дополнительная порция жидкости и происходит выравнивание скоростей, т. е. Утр. тед. В этот момент, когда труба становится неподвижной относительно синхронно движущегося с ней лотка, происходит ее фиксация в
0 цанговом зажиме 8. Таким образом, перед отрезкой труба, находясь в закрытом лотке, замкнута между двумя точками, строго определяющими размер трубы: торцом инструмента и регулируемым упором следящего
5 датчика. Размер этот может быть отрегулирован заранее с требуемой точностью. Отрезка трубы 23, отвод дисковой фрезы 6 и отжим трубы происходит в то время, когда тележка 3 продолжает двигаться вправо. Сра0 ЗУ же после отрезки происходит открытие лотка //, труба под действием собственного веса выпадает и лоток закрывается. После закрытия лотка начинается торможение всей системы (масло от насоса 19 поступает в
5 бесштоковую полость цилиндра 9), тележка 3 останавливается и затем на максимальной скорости возвращается в исходное пололсе ние. После этого цикл повторяется.
Предмет изобретения
Отрезной станок для резки непрерывно движущихся труб на заготовки заданной длины, содержащий движущуюся возвратно-поступательно по направляющим станка тележку с устройствами для автоматического зажима и отрезки трубы, отличающийся тем, что, с целью повышения точности резки, телел ка снабжена жестко прикрепленным к
ней по оси трубы закрытым лотком с датчиком, установленным на его торце таким образом, что расстояние между упором датчика и режущим инструментом равно длине отрезаемой трубы, движущейся синхронно с лотком.
5, 6 il 12 Vj-Tri , 1 , . J.- ..
-13
К 24 25 хж
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки непрерывно движущихся изделий | 1983 |
|
SU1139582A1 |
| Отрезной автомат | 1975 |
|
SU555998A1 |
| ГИДРАВЛИЧЕСКАЯ СЛЕДЯЩАЯ СИСТЕМА | 1967 |
|
SU205483A1 |
| Отрезной автомат | 1977 |
|
SU740414A1 |
| МЕХАНИЗМ ОТМЕРА НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ К ЛЕТУЧЕОТРЕЗНЫМ СТАНКАМ | 1969 |
|
SU237547A1 |
| Трубоотрезной летучий станок | 1980 |
|
SU897422A1 |
| ПРУЖИННЫЙ УПОР для ПРАВИЛЬНО-ОТРЕЗНЫХ СТАНКОВ | 1970 |
|
SU278622A1 |
| Стан для поперечно-винтовой прокатки периодических профилей сплошного круглого сечения и труб с периодически изменяющимися по, длине диаметром и толщиной стенки | 1957 |
|
SU116398A1 |
| Устройство для резки непрерывно движущихся длиномерных заготовок | 1969 |
|
SU363299A1 |
| Станок для резки трубы при ее непрерывном движении | 1977 |
|
SU770684A2 |