Известен способ чистовой обработки деталей пластическим деформированием роликом, вращающимся вокруг своей оси в плоскости, перпендикулярной к ней, с сообщением последнему движения продольной подачи.
Однако при этом способе обработки происходит проскальзывание ролика относительно обрабатываемой поверхности, что ухудшает качество обработки.
Описываемый способ отличается тем, что перемещение точки контакта ролика с деталью в направлении подачи осуществляют, постепенно изменяя положение оси ролика, так, что происходит огибание (обкатка) профиля детали роликом в плоскости его осевого сечения.
Такое осуществление описываемого способа устраняет проскальзывание ролика относительно обрабатываемой поверхности в направлении подачи, что повышает качество обкатанной поверхности.
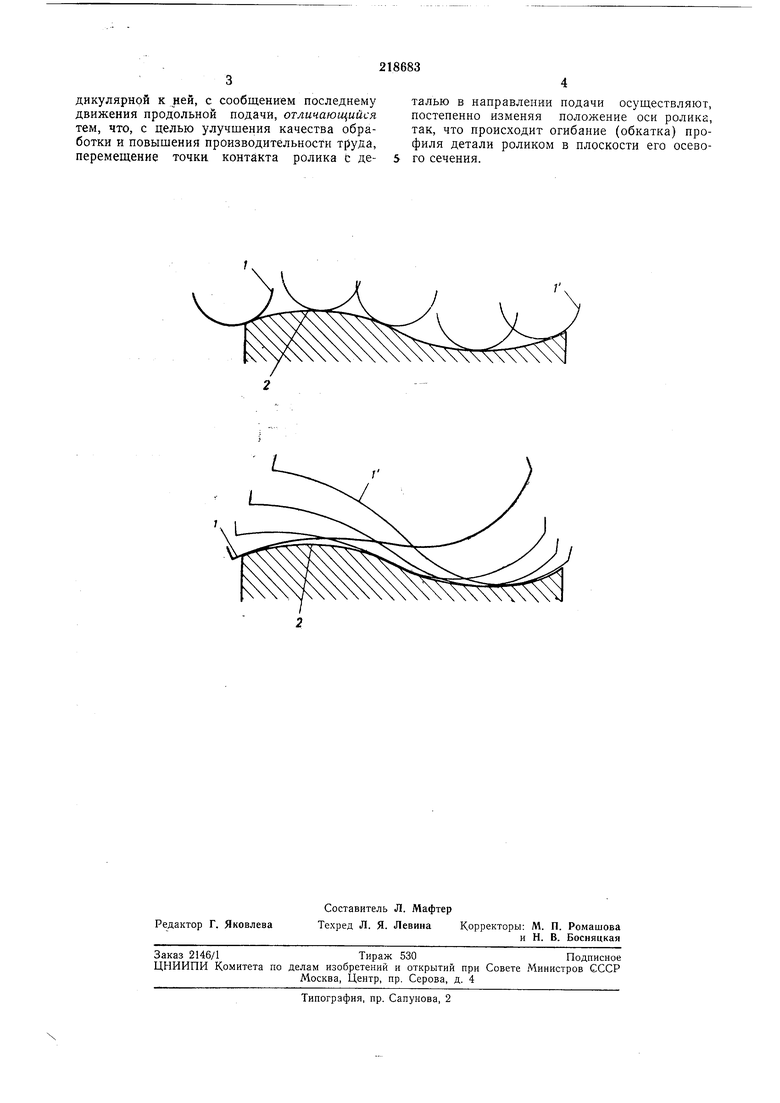
На чертеже представлена кинематическая схема обкатки деталей роликом по описываемому способу.
Ролик 1 вращается вокруг своей оси в плоскости, перпендикулярной к ней, а точка контакта ролика с деталью по мере подачи перемещается по детали в процессе взаимного огибания их профилей.
Подача, смещающая точку контакта, осуществляется за счет того, что на каждый проход ролика / по детали 2 (т. е. на каждый оборот токарного или двойной ход строгального станка) ось ролика занимает новое положение, предопределенное условием перекатывания профиля ролика в его осевом сечении по детали. На чертеже показаны крайние и промежуточные положения ролика / и 1.
Таким образом, наряду с обычным качением ролика в плоскости поперечного сечения осуществляется обкатка профилей и в плоскости осевого сечения ролика.
Профиль ролика при огибающей обкатке может иметь в общем случае переменную кривизну, согласованную с кривизной детали, так что в каждой точке обеспечиваются оптимальные условия их контакта.
В частности, за счет переменной кривизны ролика может быть обеспечена постоянная приведенная кривизна профилей ( const), что позволяет использовать постоянное рабочее усилие и достаточно большие подачи и гарантирует тем самым качество поверхности и высокую производительность.
Предмет изобретения
дикулярной к jiefi, с сообщением последнему движения продольной подачи, отличающийся тем, что, с целью улучшения качества обработки и повышения производительности труда, перемещение точки контакта ролика с деталью в направлении подачи осуществляют, постепенно изменяя положение оси ролика, так, что происходит огибание (обкатка) профиля детали роликом в плоскости его осевого сечения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| Способ обработки криволинейных поверхностей и станок для его осуществления | 1982 |
|
SU1061785A2 |
| Способ правки цилиндрических деталей | 2018 |
|
RU2686963C1 |
| Способ и устройство для изготовления на токарных станках изделий с фасонными продольными и поперечным сечениями | 1942 |
|
SU63564A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1995 |
|
RU2094206C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ | 2004 |
|
RU2270085C2 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2021 |
|
RU2753807C1 |
| Способ поверхностного пластического деформирования | 2017 |
|
RU2657263C1 |
| СПОСОБ НАПЛАВКИ ЭЛЕКТРОДНОЙ ЛЕНТОЙ | 1997 |
|
RU2140835C1 |
| СПОСОБ ИМПУЛЬСНОГО НАКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2002 |
|
RU2216424C1 |