Известны устройства для управления работой станка, в которых механическое смещение контакта под воздействием детали передается на индуктивный датчик и преобразуется электронной схемой формирования. Однако в этих устройствах наличие большого количества элементов в схеме не дает удовлетворительной быстроты срабатывания блокировки, а также требует тщательного ухода при эксплуатации.
Предложенное реле отличается от известных устройств, тем, что оно выполнено в виде торцовой храповой муфты, приводимой во вращение потоком деталей и связанной с шестерней обгонной муфты. Это позволяет обеспечить надежность работы и быстроту срабатывания блокировки.
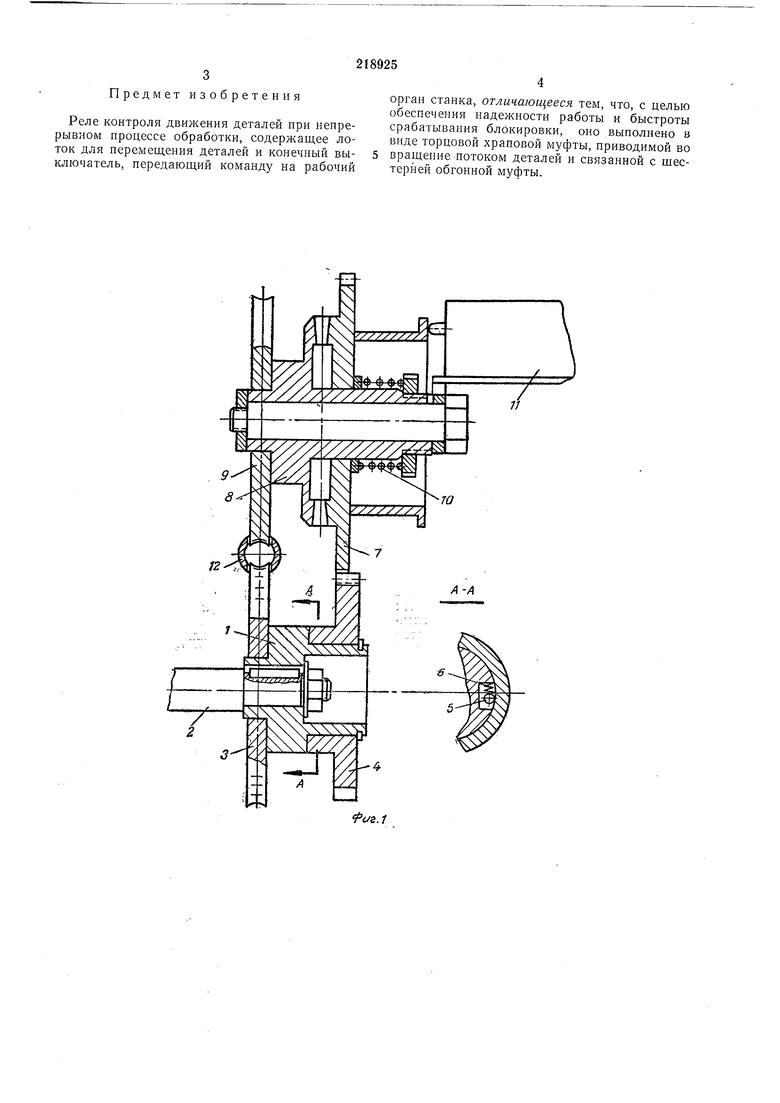
На фиг. 1 изображено описываемое реле, разрез; на фиг. 2 - то же, вид сбоку.
Реле содержит ступицу 1 обгонной муфты, надетую на выходной вал 2 редуктора. На ступице укреплен ведущий диск 3 и расположена щестерня 4 обгонной муфты. В пазу ступицы находится ролик 5, подпружиненный пружиной 6. Шестерня 4 постоянно находится в зацеплении с шестерней 7, вращающейся на храповой полумуфте 8, на которой укреплен ведомый диск 9. Шестерня 7 подлчимается к храповой полумуфте 8 посредством пружины 10 и своим стаканом нажимает на конечный выключатель 11. Детали иеремещаются по лотку 12 между ведущим диском 3 и ведомым - 9. На лотке расположен флажок 13.
Обрабатываемые детали непрерывным потоком проходят по лотку 12. В этом случае ведомый диск 9 получает вращение от потока деталей и через храповую полумуфту 8 вращает щестерню 7, которая в свою очередь вращает шестерню 4 обгоииой муфты. Шестерня 4 обгонной муфты вращается быстрее, чем ступица / обгонной муфты, получающая вращение от постоянного привода. Конечный выключатель 11 не срабатывает. В случае остановки
или отсутствия потока деталей ведомый диск 9 не получает вращения от потока деталей, причем, если потока остановилось, ведомый диск 9 тормозится посредством самих деталей, а если детали под ведомым диском 9 отсутствуют, то последний опускается в лоток 12 и тормозится за насечку флажком 13. При этом ступица обгонной муфты, вращаясь, при помощи ролика 5 увлекает за собой щестерню 4 обгонной муфты, которая начинает
вести шестерню 7 храповой полумуфты 8. Храповая полумуфта 8 заторможена ведомым диском 9. В этом случае шестерня 7 выйдет из зацепления с храповой полумуфтой 8 и своим стаканом нажмет на конечный выклюПредмет изобретения
Реле контроля движення деталей нрн непрерывном нроцессе обработки, содерл аш,ее лоток для перемещения деталей и конечный выключатель, передающий команду на рабочий
орган станка, отличающееся тем, что, с целью обеспечения надежности работы и быстроты срабатывания блокировки, оно выполнено в виде торцовой храповой муфты, приводимой во вращение потоком деталей и связанной с шестерней обгонной муфты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРАНСПОРТ ПОВЫШЕННОЙ ПРОХОДИМОСТИ С НАВЕСНЫМ ОБОРУДОВАНИЕМ И НОЖНЫМ ПРИВОДОМ | 2013 |
|
RU2544049C2 |
| Обгонная реверсивная муфта | 1976 |
|
SU647480A1 |
| Комбинированная обгонная муфта | 1986 |
|
SU1413324A1 |
| ТЯГОВАЯ ЛЕБЕДКА | 1998 |
|
RU2153461C2 |
| УСТРОЙСТВО ДЛЯ ШАГОВОЙ ПОДАЧИ ДЛИННОМЕРНОГО МАТЕРИАЛА | 1991 |
|
RU2035250C1 |
| ВИБРАТОР ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ | 1973 |
|
SU407702A1 |
| УСТРОЙСТВО для отливки и ВЫБОРКИ ФИГУРНЫХ ЖЕЛЕЙНЫХ КОНДИТЕРСКИХ ИЗДЕЛИЙ | 1968 |
|
SU218653A1 |
| САМОБЛОКИРУЮЩИЙСЯ ДИФФЕРЕНЦИАЛ СВОБОДНОГО ХОДА | 2012 |
|
RU2523721C2 |
| АВТОМАТ РОТОРНОГО ТИПА ДЛЯ ПОДРЕЗКИ КРУГЛЫХЗАГОТОВОК | 1969 |
|
SU251402A1 |
| Стенд для испытания муфты свободного хода | 1988 |
|
SU1532829A1 |

13
