. Известно приспособление для заправки зкструдируемых труб из термопластов, например ПВХ, в тянущее устройство, включающее рычажно-шарнирный механизм и илавающую пробку.
В предлагаемом устройстве концы рычагов, контактирующие с экструдируемой трубой, выполнены в виде охватывающих плавающую пробку пластин, например цилиндрических, снабженных зубчатыми выступами. Это позволяет присоединить экструдируемую трубу к заправочному приспособлению в процессе ее перемещения без остановки экструдера.
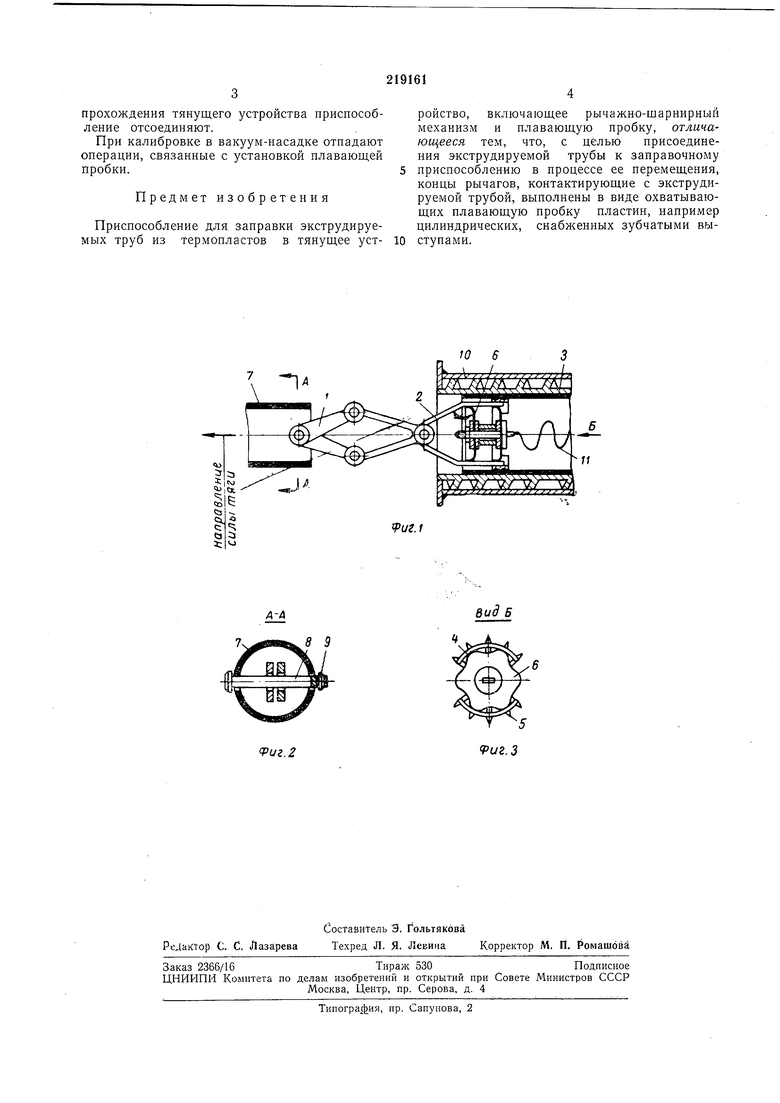
На фиг. I показано предлагаемое устройство, общий вид; на фиг. 2 - сечение по месту соединения приспособления с заправочным концом, разрез по А-А на фиг. 1; на фиг. 3- вид по стрелке Б на приспособление со стороны плавающей пробки.
Приспособление состоит из рычажно-шарнирного механизма 1, концы рычагов 2 которого, контактирующие с экструдируемой трубой 3, выполнены в виде пластин 4, например цилиндрических, снабженных зубчатыми выступами 5. Пластины 4 охватывают плавающую пробку 6. К заправочному концу 7 приспособление присоединяется с помощью пальЦа 8, фиксируемого, например, щплинтом 9.
Рычажно-щарнирное устройство 1 предварительно присоединяют к заправочному концу 7 с помощью пальца 8, фиксируемого щплинтом 9. Пробку 5, зачаленную к головке экструдера (на чертеже не показана), протягивают через калибрующую насадку 10 в охладительную ванну (на чертеже не показана), вставляют между пластинами 4 и обжимают ее последни.лщ. Внутрь калибрующей насадки
10 помещают трос // и придвигают охладительную ванну вместе с насадкой к головке экструдера. Включают экструдер и при подходе экструдируемой трубы 3 к выходу из калибрующей насадки в ванну вдвигают рычажно-шарнирное приспособление вместе с пробкой внутрь экструдеруемой трубы. Рычаги 2 с пластинами 4 раздвигают до соприкосновения последних с внутренней поверхностью экструдируемой трубы и проникновения зубчатых выступов 5 в тело трубы. Включают тянущее устройство (на чертеже не показано) и уравнивают скорость тяги со скоростью экструзии трубы. При движении трубы в направлении, указанном стрелкой, в зависимости
от возрастания усилия тяги увеличивается усилие прижима пластин 4 к трубе 3.
прохождения тянущего устройства приспособление отсоединяют.
При калибровке в вакуум-пасадке отпадают операции, связанные с установкой плавающей пробки.
Предмет изобретения
Приспособление для заправки экструдируемых труб из термопластов в тянущее устройство, включающее рычажно-щарнирный механизм и плавающую пробку, отличающееся тем, что, с целью присоединения экструдируемой трубы к заправочному приспособлению в процессе ее перемещения, концы рычагов, контактирующие с экструдируемой трубой, выполнены в виде охватывающих плавающую пробку пластин, например цилиндрических, снабженных зубчатыми выступами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ IOATEfl'^HO-TEXHPg^fiA^IБИБЛИОТЕКА | 1971 |
|
SU306019A1 |
| Приспособление для заправки экструдируемых труб из термопластов в тянущее устройство | 1980 |
|
SU882759A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАПР'АВКИ ЭКСТРУДИРУЕМЫХ ТЕРМОПЛАСТИЧНЫХ ТРУБ В ТЯНУЩЕЕ УСТРОЙСТВО | 1979 |
|
SU825321A1 |
| Приспособление для заправки экструдируемой заготовки в тянущее устройство | 1978 |
|
SU716846A1 |
| В. Л. РЫБКИН и В. В. Сталаускас | 1969 |
|
SU234649A1 |
| Линия для изготовления изделий из термопластов | 1989 |
|
SU1666334A1 |
| СПОСОБ НАРУЖНОГО ТЕРМОСТАТИРОВАНИЯ И КАЛИБРОВАНИЯ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1972 |
|
SU330977A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1968 |
|
SU231099A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИПЛАСТМАССОВЫХ ТРУБ | 1965 |
|
SU216241A1 |
| Калибрующая насадка к экструдеру для изготовления труб из термопластов | 1978 |
|
SU747734A1 |
о :з
3; J
9иг.1
А-й
8 9
вид Б
