Известен способ наружного термостатировання и калибрования труб из.термопластов, например полиэтилена высокой .плотности, путем подачи внутрь экструдируемой трубы избьиочного давления воздуха с одновременной подачей в зазор между наружной поверхностью трубы и внутренней поверхностью калибрующей насадки н агретого воздуха.
Для улучшения качества изготавливаемых труб 110-210°С воздух подают перпендикулярно направлению экструзии трубы с последующим вакуум-отсосом его утечек в конце зоны термостатирования. Кроме того, откос утечек нагретого воздуха производят при вакууме 100-400 мм рт. ст.
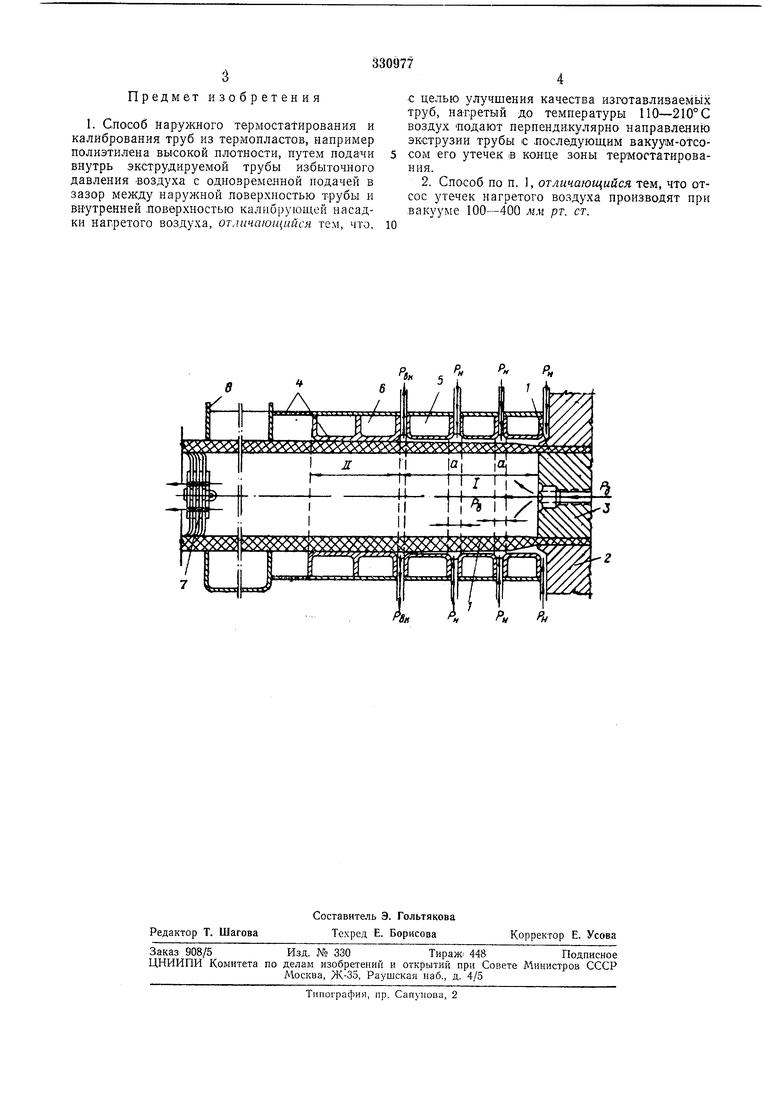
Предлагаемый способ поясняется чертежом.
Трубу 1, экструдируемую из формующего канала головки, образуемого мундштуком 2 и дорном 3, с помощью оттяжного устройства протягивают через калибрующее устройство 4, в рубашки 5 и б которого подают водяное охлаждение. С помощью избыточного давления воздуха PS, который подают из головки и блокируют внутри трубы «плавающей пробкой 7, трубчатая заготовка прижимается к внутренней поверхности калибрующей насадки. В рубашках насадки, устройстве 4 и ванне 8 устанавливается режим равномерного водяного охлаждения. После этого в калибрующее устройство 4 на входе и по длине трубы в специальные кольцевые поперечные полости а насадки, перпендикулярно направлению экструзии трубы, подают горячий воздух при ПО-210°С с избыточным давлением Рк, примерно равным давлению воздуха рв внутри заготовки (трубы). Одновременно включают в работу вакуум-насос, который, создавая разрян ение рвк 100-400 мм рт. ст. в специальном отсеке в конце зоны термостатирования / калибрующего устройства осуществляет частичное вакуумкалИбрование трубчатой заготовки и отсасывает утечки нагретого наружного воздуха, проникающего из зоны термостатирования / в зону непосредственного калибрования //. В рубашке 5 устройства 4 устанавливается режим неинтенсивного, «мягкого, водяного охлаждеш1я. Далее в зоне термостатирования / с помощью оттяжного устройства создаются условия для разбухания трубчатой заготовки по толщине. Подача сжатого горячего воздуха в специальные поперечные кольцевые полости а насадки по длине ее зоны / и вакуум-отсос утечек воздуха из этой зоны позволяют создавать равномерное и легко регул ируемое воздушное термостатирование по нарул ному диаметру трубчатой заготовки в калибрующем устройстве 4. Это обеспечивает изготовление труб с лучшими механическими свойствами.
Предмет изобретения
1. Способ Маружного термостатирования и калибрования труб из термопластов, например полиэтилена высокой плотности, путем подачи внутрь экструдируемой трубы избыточного давления воздуха с одновременной подачей в зазор между наружной поверхностью трубы и внутренней .поверхностью калибрующей насадки нагретого воздуха, отличающийся тем, что.
330977
с целью улучшения качества изготавливаемых труб, нагретый до температуры 110-210°С воздух Подают перпендикулярно направлений) экструзии трубы с ло-следующим вакуу:м-отсосом его утечек в конце зоны термостатирования.
2. Способ по п. 1, отличающийся тем, что отсос утечек нагретого воздуха производят при вакууме 100-400 мм рт. ст.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для регулирования толщины стенки экструдируемых труб из термопластов | 1985 |
|
SU1324858A1 |
| Способ изготовления полых профиль-НыХ издЕлий из ТЕРМОплАСТичНыХ пОли-MEPOB и уСТРОйСТВО для ЕгО ОСущЕСТВ-лЕНия | 1979 |
|
SU835795A1 |
| Способ регулирования толщины стенки трубчатого изделия из термопласта | 1981 |
|
SU939248A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ МЕТОДОМ ЭКСТРУЗИИ | 2003 |
|
RU2233742C1 |
| Калибрующая насадка к экструдеру для калибрования труб из термопластов | 1975 |
|
SU532530A1 |
| СПОСОБ ОХЛАЖДЕНИЯ И КАЛИБРОВКИ ПРОФИЛЬНО-ПОГОНАЖНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, ПОЛУЧАЕМЫХ МЕТОДОМ ЭКСТРУЗИИ | 2006 |
|
RU2319611C2 |
| Устройство для калибрования экструдируемых труб из пластмасс | 1974 |
|
SU965795A1 |
| Способ изготовления полых про-фильНыХ издЕлий из ТЕРМОплАСТичНыХпОлиМЕРОВ и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1978 |
|
SU806446A1 |
| Устройство для калибрования и охлаждения экструдируемых труб из термопластов | 1988 |
|
SU1549771A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ И ОХЛАЖДЕНИЯ ПОЛИМЕРНЫХ ТРУБ | 2007 |
|
RU2371311C2 |
Р РН
