Известны оправки для изготовления труб, включающие продольные центральный и боковые клинья, которые взаимно подвижны относительно друг друга.
Предлагаемая подвижная оправка для волочения труб отличается от известных тем, что для извлечения ее из трубы после волочения без обкатки трубы она снабжена на заднем конце обхватывающим клинья хомутом, жестко связанным с центральным клином и подвижно с боковыми клиньями. Кроме того, отличие предложенной оправки состоит в том, что для устранения саморазъединения клиньев в процессе волочения центральный клин выполнен с углом, меньше угла трения, возникающего на соприкасающихся поверхностях оправки.
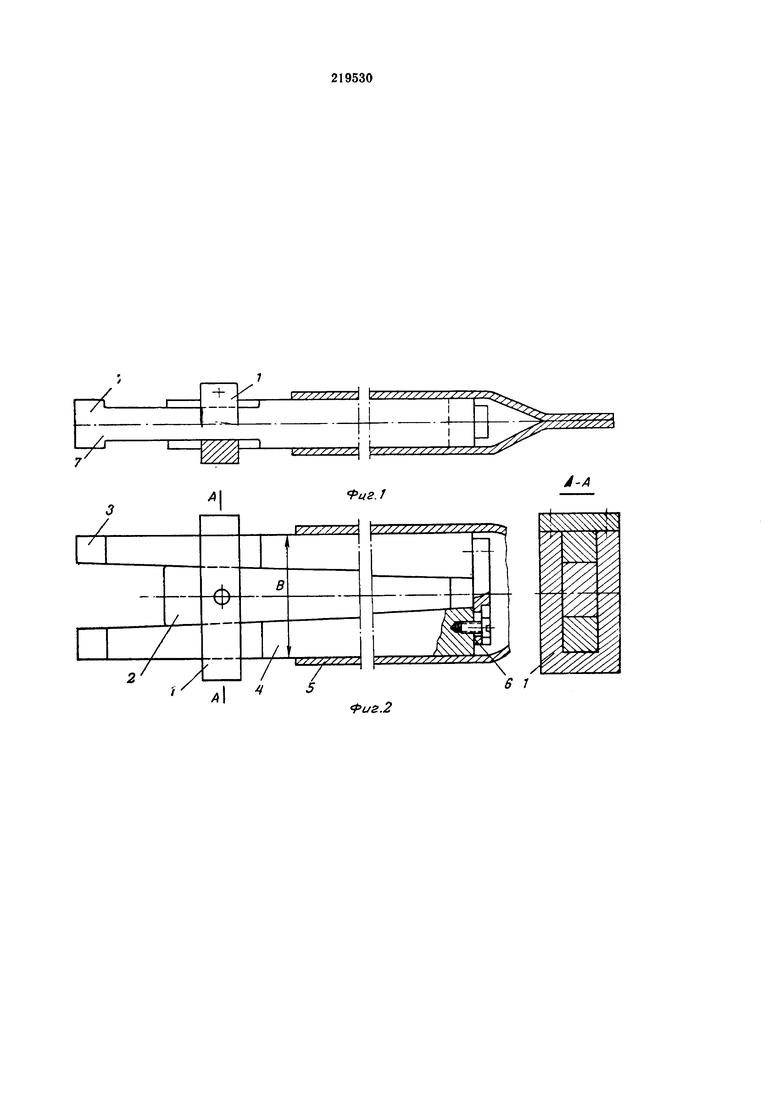
На фиг. 1 схематически изображена описываемая оправка для волочения прямоугольных труб (вариант) в собранном виде; на фиг. 2 - то же, окончание процесса волочения.
Хомут 1 жестко связан с центральным клином 2 и подвижно - с боковыми клиньями 3 и 4, внутренний размер (В) хомута равен соответствующему размеру канала трубы 5.
Для сборки оправки центральный клин 2 с хомутом продвигают вперед по отношению к боковым клиньям, в результате чего происходит заклинивание и автоматическая установка необходимого размера В оправки. Смещению боковых клиньев относительно друг друга препятствует планка 6, связывающая их между собой.
Оправку в собранном виде вводят в трубную заготовку, которая затем подается на стан для волочения. Тележка захватывает закованный конец трубы, и начинается процесс волочения.
Поскольку тангенс угла центрального клина меньше коэффициента трения на соприкасающихся поверхностях оправки, смещение его по отношению к боковым клиньям не происходит. Волочение при этом не отличается от волочения на обычной подвижной оправке.
Размер исходной трубной заготовки подбирается таким образом, чтобы волочение трубы закончилось до подхода хомута к волоке. После окончания волочения трубы тележка стана продолжает протягивать оправку через волоку. Хомут упирается в волоку и удерживает на месте центральный клин, а боковые клинья продолжают движение вперед вместе с трубой до тех пор, пока их упоры 7 также не достигнут хомута. После этого труба снимается тележкой стана с оправки.
Так как съем трубы осуществляется при отведенном клине 2, а следовательно при уменьшенном размере В, надиры на внутренней поверхности трубы не образуются. Труба сбрасывается со стана в приемный стеллаж, а оправку извлекают из волоки. Клин 2 с хомутом 1 продвигают в крайнее переднее положение и оправка готова для включения следующей трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ПЕРЕМЕННОЙ ПО ДЛИНЕ ТОЛЩИНОЙ СТЕНКИ | 1994 |
|
RU2089309C1 |
| ЗАДАЮЩЕЕ БАРАБАННОЕ УСТРОЙСТВО К ТРУБОВОЛОЧИЛЬНОМУ СТАНУ | 1971 |
|
SU301199A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
| СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ПОДВИЖНОЙ ОПРАВКЕ | 2007 |
|
RU2336964C1 |
| СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ЗАКРЕПЛЕННОЙ ОПРАВКЕ | 2008 |
|
RU2378069C1 |
| ДВУХНИТОЧНЫЙ ДЛИННООПРАВОЧНЫЙ СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ | 1991 |
|
RU2030235C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ | 1971 |
|
SU301251A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1991 |
|
RU2010640C1 |
| Способ изготовления труб | 1979 |
|
SU856603A1 |
| ОПРАВКА ДЛЯ ВОЛОЧЕНИЯ ТРУБ | 2007 |
|
RU2341344C1 |
1. Подвижная оправка для волочения труб, состоящая из продольных, взаимно подвижных относительно друг друга центрального и боковых клиньев, отличающаяся тем, что, с целью извлечения оправки из трубы после волочения без обкатки трубы, она снабжена на заднем конце обхватывающим клинья хомутом, жестко связанным с центральным клином и подвижно с боковыми клиньями.
2. Оправка по п. 1, отличающаяся тем, что, с целью устранения саморазъединения клиньев в процессе волочения, центральный клин выполнен с углом, меньшим угла трения между клиньями.
