Изобретение касается станка для сушки фанер с применением передвижных над фанерами нагревательных приборов. В существующих станках эти нагревательные приборы передвигались над неподвижными фанерами, каковой род сушки связан с большой затратой времени и работы.
Изобретение преследует цель быстрой, простой и надежной машинной сушки в станке, снабженном приспособлениями для передвижения фанер мимо подвижных нагревательных приборов.
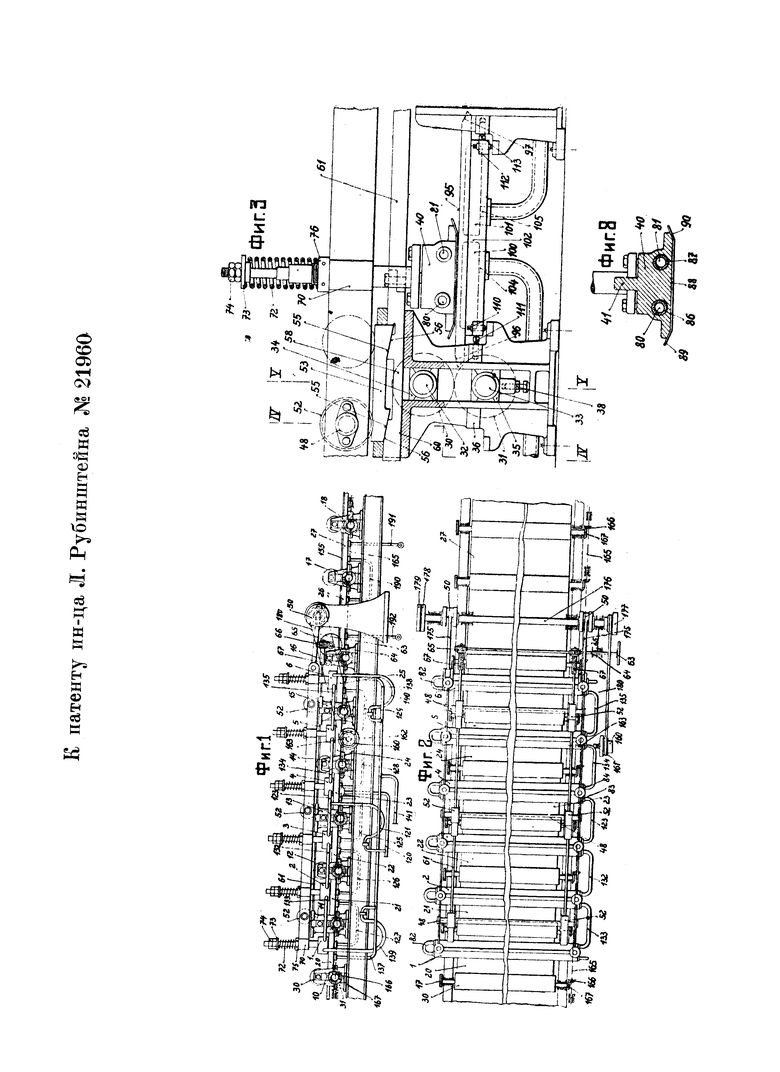
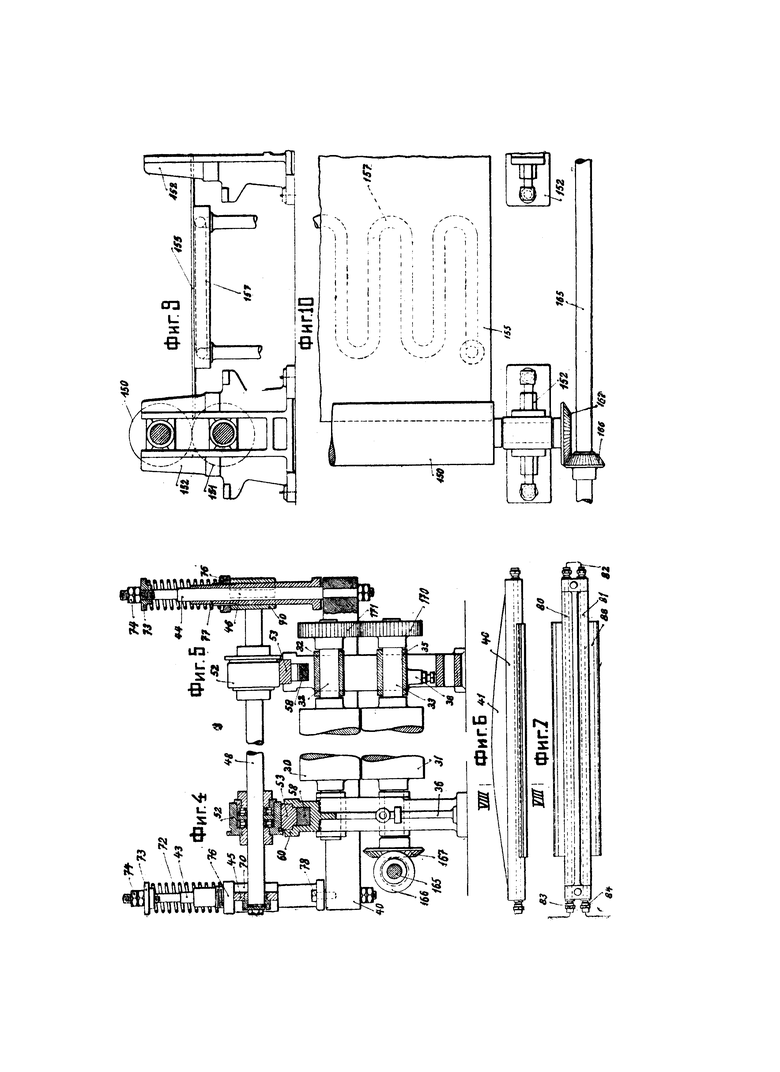
На прилагаемом чертеже фиг. 1 изображает продольный разрез станка; фиг. 2 - вид его сверху; фиг. 3 - вид сбоку устройства для передвижения фанер и нагревательных приборов, с частичным разрезом; фиг. 4 - разрез по линии IV-IV на фиг. 3; фиг. 5 - разрез по линии V-V на фиг. 3; фиг. 6 и 7 - вид сбоку и сверху нагревательного прибора; фиг. 8 - поперечный разрез нагревательного прибора по линии VIII-VIII на фиг. 6; фиг. 9 и 10 - вид сбоку и сверху расположенного в конце станка холодильного устройства.
Станок снабжен несколькими одинаковыми подвижными нагревательными приборами 1, 2, 3, 4, 5, 6 (фиг. 1 и 2), мимо которых проходят предназначенные для сушки фанеры, и устройствами для передвижения фанеры мимо этих нагревательных приборов, состоящими из захватывающих фанеры роликов 10, 11, 12, 13, 14, 15, 16 и из направляющих 20, 21, 22, 23, 24, 25, расположенных между роликами 10-16.
Каждое роликовое устройство 10-16 состоит из пары роликов 30 и 31, (фиг. 3, 4 и 5), концы осей 32, 33 коих расположены в подшипниках 34, 35, могущих перемещаться по высоте в станине 36. Нижний подшипник 36 устанавливается и закрепляется посредством винта 38, чем точно определяется высота нижнего ролика 31; верхний ролик 30 всем своим весом опирается на нижний ролик 31.
Каждый из нагревательных приборов 1-6 состоит из нагревательной плиты 40, усиленной ребром жесткости 41. Концы плиты 40 подвешены, при посредстве штанг 43, 44, к двум продольным балкам 45, 46, образующим с поперечинами 48 раму, поддерживающую все нагревательные приборы. На поперечинах 48 расположены свободно вращающиеся ролики 52, движущиеся по брускам 53 (фиг. 3), которые могут передвигаться по высоте относительно стоек 36, будучи снабжены наклонными установочными площадками 55, опирающимися на наклонные же площадки 56 стержней 58, которые могут передвигаться вдоль станка в направляющих 60 стоек 36; стержни соединены между собою серьгами 61 таким образом, что все они могут быть переставляемы с одного места на другое. Механизм для перестановки стержней 38 состоит из маховичка 63 (фиг. 1 и 2), на валу 64 которого укреплены шнеки 65, находящиеся в сцеплении с червячными колесами 66, действующими совместно с подвижными винтами 67. Эти винты 67 соединены посредством серег 61 со стержнями 58. Посредством описанного механизма направляющие для рам 45, 46, 48, на которых подвешены нагревательные плиты 40, могут быть переставляемы по высоте.
Нагревательные плиты 40 подвешены на станке эластично. Для этого подвесные штанги 43, 44 (фиг. 4 и 5) вставлены подвижно в муфтах 70 продольных балок 45, 46 и снабжены пружинами 72, зажатыми между опорными шайбами 73 и 76; из них шайба 73 может быть перестанавливаема посредством гаек 74 по высоте на штанге 43 или 44, а шайба 76 навинчена на муфту 77, охватывающую подвесную штангу 43 или 44 и прикрепленную болтами 78 к нагревательной плите 40. Вращением шайбы 76 можно точно установить положение нагревательной плиты по высоте; вращением же гаек 74, т.-е. перестановкою шайбы 73, можно регулировать натяжение пружины 72.
Нагревательные плиты 40 снабжены устройством для нагревания, для чего вдоль плит проходят два канала 80, 81 (фиг. 3 и 8), соединенные между собою с одной стороны нагревательной плиты соединительной трубою 82 (фиг. 2), с другой стороны снабжены муфтами 83, 84, служащими для присоединения трубопровода и трубопровода для нагревательного вещества. Нагревательные плиты 40 изготовлены из легкого металла; полезные поверхности нагрева плит снабжены пластинками 88, 89, 90 из металла  удельного веса, чем металл самой плиты; края 89, 90 пластинки 88 отогнуты наклонно кверху для того, чтобы проходящие через станок фанеры двигались гладко, не зацепляясь за пластинку 88.
удельного веса, чем металл самой плиты; края 89, 90 пластинки 88 отогнуты наклонно кверху для того, чтобы проходящие через станок фанеры двигались гладко, не зацепляясь за пластинку 88.
Расположенные против подвижных нагревательных плит направляющие 20-25 имеют плоские направляющие поверхности 95, края 96 коих скошены книзу, чем обеспечивается гладкое вхождение фанер на направляющую поверхность 95. Направляющие снабжены камерами 100, 101 для проведения нагревательного вещества, например, пара; эти камеры с одной стороны сообщаются между собою через устроенное в промежуточной стенке 102 отверстие, а с другой стороны; снабжены отверстиями 104, 105 для подвода и отвода нагревательного вещества. Направляющие вставлены между стойками 36 (фиг. 3) при помощи винтов 110, 111, 112, 113, что дает возможность точно регулировать их положение относительно нижних роликов.
Нагревание приборов подвижных 1-6 и неподвижных 20-25 устроено таким образом, что средний нагревательный прибор 4 и противолежащие неподвижные приборы обладают наивысшею температурою, при чем температура нагревательных приборов по направлению к обоим концам станка постепенно спадает. С этою целью трубопровод 120 для подвода нагревательного вещества присоединен непосредственно к паровым камерам его неподвижного прибора 23 и посредством гибкого рукава 121 к трубопроводу 123, соединяющему нагревательную плиту 3 с нагревательной плитою 4; камеры же 100 и 101 среднего прибора 23 посредством соединительных трубопроводов 125, 126, 127 в одну сторону и 128, 129 в другую сторону соединены соответственно с приборами 22, 21, 20 и 24, 25; также и подвижные нагревательные приборы при посредстве соединительных проводов 123, 132, 133, 134, 135 соединены последовательно, начиная со среднего нагревательного прибора к концам станка. Отвод нагревательного вещества производится: от прибора 20 - по трубопроводу 137, от прибора 25 - по трубопроводу 138, от прибора 1 - по гибкому рукаву 139 и от прибора 6 - по гибкому рукаву 140; эти трубопроводы и рукава соединяются в один общий отвод 141. Таким последовательным пропусканием нагревающего вещества по нагревательным приборам достигается уменьшение температуры приборов от середины к началу и концу станка.
Кроме того, станок снабжен холодильником для охлаждения просушенных, нагретых в станке фанер. Холодильник состоит (фиг. 1 и 2) из роликовых устройств 17, 18 и из охлаждаемых направляющих 26, 27 для фанер. Роликовые устройства состоят из покоящихся в стойках 152 пар роликов 150 151, (фиг. 9 и 10); направляющие 26, 27 состоят из плоских неподвижных плит 155, под которыми расположены охлаждающие каналы 157, сообщающиеся между собою при посредстве соединительной трубы 190 (фиг. 1). Охлаждающее вещество подводится по трубе 191 и отводится по трубе 192.
Привод станка состоит из приводного механизма для парных роликов и из приводного механизма 50 (фиг. 1 и 2) для осуществления возвратно-поступательного движения нагревательных приборов. Приводный механизм для парных роликов состоит из ступенчатого шкива 160, на валу которого имеется червячный винт 162, находящийся в сцеплении с червячным колесом 163, укрепленным на валу 165 (фиг. 4), на этом валу насажены конические колеса 166, сцепляющиеся с коническими колесами 167 нижних роликов 31 и 151; вращательное движение нижних роликов передается верхним роликам при посредстве цилиндрических колес 170, 171 (фиг. 5).
Приводной механизм для нагревательных приборов 1-6 состоит из двух кривошипных механизмов 50, соединенных посредством шатунов 175 с продольными балками 45, 46 рам, поддерживающих нагревательные приборы 1-6. Кривошипные механизмы 50 насажены на валу 176 (фиг. 2), на котором расположен ступенчатый шкив 177 и ременный шкив 178 с холостым шкивом 179. Ступенчатый шкив 177 посредством ремня 180 соединен со ступенчатым шкивом 160.
При приведении в действие ременного шкива 178 приходят во вращение с одной стороны кривошипные приводы 50, с другой стороны - через передачу 177, 180, 160, 161, 162, 163, 165, 166, 167, - пары роликов. Кривошипные приводы 50 вызывают возвратно-поступательное движение нагревательных приборов 1-6. Предназначенные к сушке фанеры вдвигаются в первую пару роликов, захватываются последовательно остальными парами и продвигаются через весь станок. Между парами роликов продвигающиеся фанеры направляются нагретыми направляющими 20-25, а затем охлажденными направляющими 26 и 27. Передвигаемые посредством кривошипного привода 50 нагревательные приборы 1-6 движутся взад и вперед над проходящими под ними фанерами и производят их сушку, при чем нагревательные приборы могут либо касаться фанер непосредственно, либо оказывать свое высушивающее действие, передвигаясь на близком от фанер расстоянии.
Так как расположенные на первом месте, по направлению прохождения фанер, подвижные и неподвижные нагревательные приборы обладают температурой более низкой, нежели приборы, находящиеся в середине станка, то сушка происходит постепенно, а не сразу, при чем фанеры от сушки не страдают. Затем от среднего нагревательного прибора к концу станка температура опять постепенно понижается, чем обеспечивается меньшая разность температур при переходе от сушки к охлаждению и наилучшее предохранение фанер от порчи.
Вращением маховичка 63 все нагревательные приборы могут быть одновременно устанавливаемы в определенное положение относительно неподвижных направляющих 20-25 в зависимости от толщины предназначаемых для сушки фанер. При вращении маховичка 63 все стержни 58 передвигаются горизонтально и их наклонные площадки 56 скользят по наклонным площадкам 55, вызывая более высокую или более низкую установку брусков 53, поддерживающих ролики 52 рам 45, 46, 48. Перестановкою 76 можно устанавливать высоту каждой отдельной нагревательной плиты. Привод ступенчатыми шкивами 177, 180, 160 дает возможность регулировать скорость прохождения фанер в отношении движения нагревательных приборов и тем самым регулировать сушку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для забивки игл в деревянные планки | 1931 |
|
SU26435A1 |
| Станок для изготовления фасонных изделий из дерева, кожи, фибры и т.п. | 1927 |
|
SU9264A1 |
| Машина для мытья щетины | 1928 |
|
SU25582A1 |
| Барабан для навивания фанеры при изготовлении из нее коробчатых оболочек | 1930 |
|
SU31331A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ОБОЛОЧЕК ИЗ ФАНЕРНОЙ ПОЛОСЫ С НАКЛАДКОЙ НА НЕЕ ФАНЕРНЫХ ЖЕ ЛИСТОВ С ПОПЕРЕЧНО РАСПОЛОЖЕННЫМИ ВОЛОКНАМИ | 1926 |
|
SU6497A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ НА БОКОВЫХ И ТОРЦЕВЫХ ЧАСТЯХ ЗАГОТОВОК ДЛЯ ТКАЦКИХ ЧЕЛНОКОВ | 1929 |
|
SU20315A1 |
| Станок для правки листового металла | 1926 |
|
SU9334A1 |
| СТАНОК ДЛЯ ПЕРЕМАТЫВАНИЯ ФИЛЬМОВ | 1929 |
|
SU19443A1 |
| Станок для изготовления бочек из фанеры | 1929 |
|
SU15493A1 |
| МЯЛЬНО-ТРЕПАЛЬНАЯ МАШИНА ДЛЯ ЛУБОВЫХ РАСТЕНИЙ | 1924 |
|
SU3964A1 |
1. Станок для сушки фанер, с применением передвижных над фанерами нагревательных приборов, отличающийся тем, что под каждым из подвижных нагревательных приборов 1, 2, 3, 4, 5, 6, (фиг. 1 и 2) помещен соответственно один из неподвижных нагревательных приборов 20, 21, 22, 23, 24, 25, служащих также направляющими для фанеры при ее перемещении, расположенными между ними роликами 10, 11, 12,13, 14, 15, 16 обычного роликового транспортера.
2. В указанном в п. 1 станке применение нагревательных приборов - передвижных в форме плит 40 (фиг. 6-8) с каналами 80, 81, в каковые каналы могут быть введены отдельные трубки 86, 87 и неподвижных 95 (фиг. 3) - в форме коробок с сообщающимися между собой камерами 100 и 101, снабженных установочными болтами 110 и 111, каковые приборы для проведения через них нагревательного вещества соединены в каждой группе трубопроводами последовательно, с подводом указанного вещества в средние приборы и с отводом по концам станка (фиг. 1 и 2), в целях получения постепенного нагревания фанеры и последующего постепенного же ее охлаждения.
3. В указанных в п. 2 передвижных нагревательных приборах применением накладной пластинки 88, 89, 90 из материала с большим удельным весом, чем материал самой плиты 40 (фиг. 8).
4. В указанном в п. 1 станке применение приспособления для одновременного перемещения всех.передвижных нагревательных приборов, состоящего из поддерживающей эти приборы 1, 2, 3, 4, 5, 6 (фиг. 1 и 2) рамы 45, 46, 48 (фиг. 4 и 5) с катками 52, получающей возвратные перемещения от кривошипного механизма 176, 50, 175 (фиг. 1-3) по брускам 53, имеющим опору на поддерживающих ролики транспортера стойках 36.
5. В указанном в п. 1 станке применение приспособления для установки каждого из передвижных нагревательных приборов в отдельности, состоящего из соединенных по концам с этими приборами стержней 44 (фиг. 4 и 5) с надетой на них муфтой 77, снабженной опорными шайбами 76 и 73 с пружиною 72 между ними, из каковых шайб шайба 76 опирается на муфту 70 рамы 45, 46, 48 и служит для основной установки прибора по высоте, а шайба 73 предназначается для регулирования этой установки изменением силы упругости пружины 72.
6. В указанном в п. 1 станке применение приспособления для одновременной установки всех передвижных нагревательных приборов, отличающегося тем, что бруски 53 (фиг. 3-5) снабжены наклонными площадками 55, опирающимися на такие же площадки стержней 58, получающих при помощи нарезки 67 (фиг. 1 и 2) на их концах перемещения в ту и другую сторону при вращении гаек, помещенных во втулках колес 65 винтовых передач 65, 66 от вала 64 с маховичком 63.
7. Применение в указанном в п. 1 станке приспособления для охлаждения высушенной фанеры, состоящего из неподвижных плит 155 (фиг. 1, 2, 9, 10) с каналами 157 для проведения через них охлаждающего вещества, каковые плиты помещены в конце станка со стороны выхода из нагревательных приборов перемещаемой роликовым транспортером фанеры.
