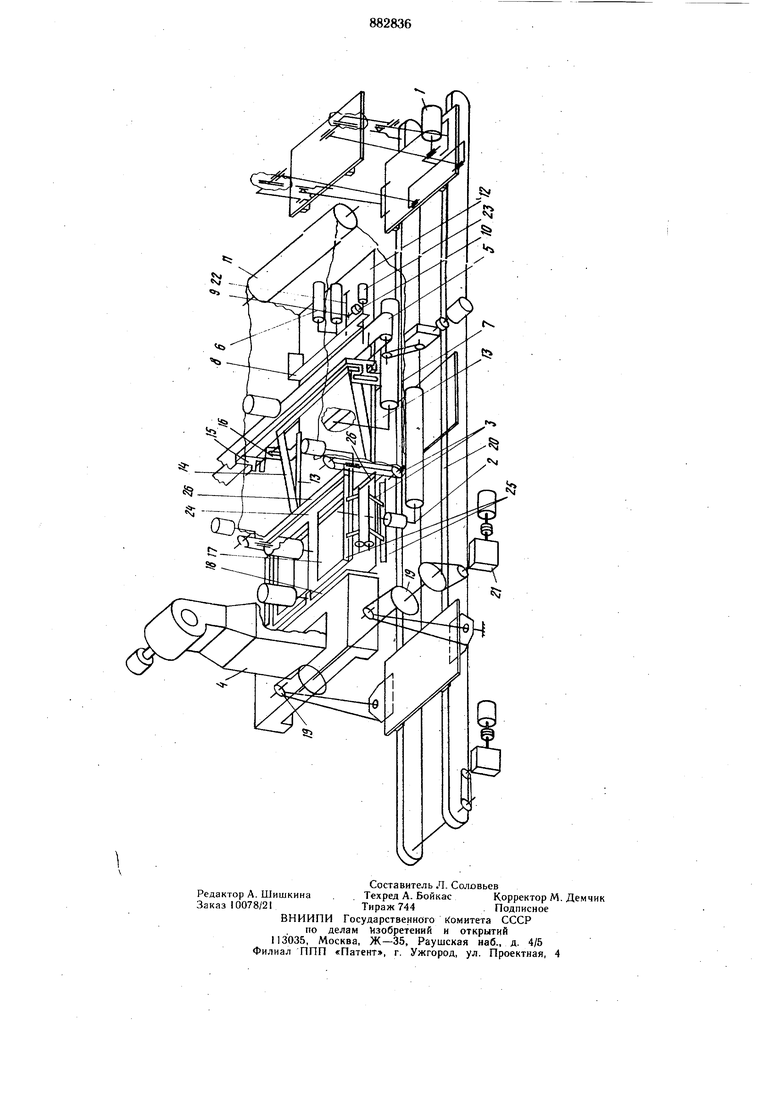
Изобретение относится к упаковочнофасовочной технике и предназначено для упаковки последовательного ряда цилиндрических или прямоугольных изделий. Известно устройство для упаковки изделий в термоусадочную пленку, которое содержит механизм подачи пакета на поддон, механизм сварки и блок усадки, транспортер стеклотары, примыкающий с одной сторона к механизму сталкивания ряда и шахматной расстановки изделий, а с другой - к механизму оборачивания пакета изделий. Кроме того, устройство включает в себя механизм подачи поддонов, механизм подачи пленки, механизм подъема и опускания поддонов 1 . Однако известное устройство имеет сложную конструкцию, требует использования дефицитных материалов и не обеспечивает автоматизированной укладки на поддон тонкостенных стеклянных изделий за счет конструктивного выполнения механизма подачи на поддон. Цель изобретения - упрощение конструкции и возможность упаковки хрупких изделий в крупногабаритные пакеты. Указанная цель достигается тем, что в устройстве, содержащем механизм подачи поддонов, транспортер нзделий, механизм сталкивания ряда изделий и их шахматной расстановки, механизм подачи пленки, заверточный механизм, сварочный механизм, механизм подачи пакета на поддон, блок усадки пленки, механизм подъема и опускания поддонов, механизм сталкивания ряда изделий и их шахматной расстановки выполнен в виде толкателя с кулачком, имеющим приводной роторный золотник, заверточный механизм состоит из основания с направляющими, П-образной рамки, имеющей механизм для ее подъема и перемещения, а механизм подачи пакета на поддон выполнен в виде платформы с заслонкой, установленной на блоке усадки пленки, смонтированном на механизме подъема и опускания поддонов. На чертеже изображена кинематическая схема устройства для упаковки изделий в термоусадочную пленку. Устройство содержит механизм 1 подачи поддонов, механизм 2 подачи пакета на поддон, сварочный мёханнзм 3 и блок 4
усадки пленки, транспортер 5 изделий, примыкающий к механизму 6 сталкивания ряда изделий и их шахматной расстановки с одной стороны, и к заверточному механизму 7 с другой. Механизм 6 сталкивания ряда и шахматной расстановки изделий выполнен в виде толкателя 8 с кулачком 9, связанным с приводным роторным золотником 10. Заверточный механизм 7 выполнен в внде механизма 1I подачи пленки, основания 12, связанного направляющими 13 с рамкой 14 П-образной формы, закрытый конец которой связан с механизмами 15 и 16 подъема и перемещения. Механизм 2 подачи пакета на поддон связан со сварочным механизмом 3 и блоком 4 усадки и выполнен в виде платформы 17 с заслонкой 18, установленной на блоке 4 усадки, который смонтирован на механизме 19 подъема и опускания поддона механизма 1 выдачи поддонов на укладку. Устройство содержит транспортер 20 поддонов с приводом 21 подъема поддонов. Толкатель 8 закреплен на направляющей 2 и связан с цилиндром 23 щахматной расстановки. Механизм 3 имеет прижим 24, сварочные поперечные линейки 25 и 26.
Устройство работает следующим образом.
Автоматически включают транспортеры 5 и 20. Пустой поддон поступает в зону загрузки и автоматически выключает транспортер 20 поддонов и включает привод 21 подъема поддонов. При остановке поддона вверху срабатывает опускание стопки поддонов на транспортер 20 поддонов. При опускании поддона в зоне загрузки с первым пакетом стопка поддонов поднимается, оставляя на транспортере 20 один поддон, готовый к движению в зону загрузки.
После подсчета определенного количестза изделий, поступаю1,их по транспортеру 5, пневмоцилиндр механизма 6 сталкивает их с ленты конвейера на основание 12 для формирования пакета. При этом кулачок 9, закрепленный на направляющей 22 толкателя 8, проворачивает роторный золотник 10 на 90° и воздух поступает в поршневую полость цилиндра 23 механизма 6 сталкивания ряда н шахматной расстановки изделий, при этом выдвинутый шток служит ограничением для следующего ряда, т.е. следующий ряд не дойдет на дистанцию 1/2 диаметра до первоначального положения предыдущего ряда. При сталкивании последующего ряда шток вдвигается и ряд доходит до первоначального положения. Таким образом на основании 12 набирается полный слой изделий, установленных в шахматном порядке.
При сталкивании последнего слоя изделий первый ряд воздействует на конечный выключатель, который отключает транспортер 5 и включает электромагнит воздухораспределительного золотника 10. Воздух подается в поршневую полость пневмоцнлиндра, удерживающего рамку 14. При этом, опускаясь, рамка 14 нажимает перепускной клапан (не показан), воздух поступает в поршневую полость пневмоцилиндра механизма 16 подачи слоя изделий на позицию сварки. Слой изделий, зафиксироваиный с трех сторон рамкой 14, проталкивается сквозь полотно пленки и оборачивается ею сверху и снизу. Завернутый таким образом слой фиксируется на позиции склеивания
прижимом 24, а рамка 14 возвращается в исходное положение и начинается набор следующего слоя изделий.
После возвращения рамки 14 в исходное положение включается электромагнит воздухораспределительного золотника 10
сварочного механизма, сварочные поперечные линейки 25 и 26 сходятся и происходит сваривание пакета с оставшихся трех сторон. Причем, при сварке в поперечном направлении делается два шва и разрезка
полотна между ними.
Таким образом, свариваются оба полотна рулонов, образуя сплошное полотно, готовое к оборачиванию следующего слоя изделий. При окончании сварки, время которой регулируется релем времени, прижим
освобождает пакет и сварочные линейки расходятся. Поперечные линейки 26 нажимают конечный выключатель, который включает электромагнит воздухораспределительного золотника механизма 2 подачи пакета на
поддон.. Воздух поступает в штоковую полость цилиндра (не показано) заслонки 18, 1которая поднимается и освобождает путь платформе 17 с находящимся на ней пакетом. При нажатии перепускного клапана воздух попадает в поршневую полость цилиндра платформы 17, которая с пакетом выдвинута и зафиксирована над поддоном, электромагнит золотника отключен, воздух попадает в поршневую полость цилиндра заслонки 18. Она опускается, нажимает перепускной клапан и воздух попадает в штоковую полость цилиндра (не показано) платформы 17, которая возвращается в исходное положение, а заваренный пакет остается на поддоне в зоне действия горячего воздуха блока 4 усадки. По окончании времени усадки, регулируемого релем времени, поддон с пакетом опускается на высоту, равную высоте изделий, готовый принять следующий пакет.
Аналогичным Образом набираются остальные пакеты изделий на поддон. Поддон
с набором пакетов опускается на транспортер 20 механизма подачи поддонов, который включается и подает поддон с изделиями к месту съема, откуда их убирают электропогрузчиком, а пустой поддон поступает в зону загрузки, нажимает конечный выключатель и поднимается вверх для нриема пакета.
Изобретение позволяет упростить устройство за счет совмещения механизма сталкивания ряда изделий с механизмом шахматной расстановки изделий и механизма укладки блока на поддон с усадкой, дает возможность упаковки хрупких изделий в пакеты больших габаритов (в плаие 1200х 800 мм).
Кроме того, устройство позволяет полностью ав.томатизировать процесс упаковки изделий, обеспечивает сохранность изделий, а стоимость упаковки дешевле (за счет использования пленки вместо гофрированного картона). При одинаковой высоте пакета количество упаковываемой тары больше (за счет шахматной расстановки изделий и отсутствия крышки), что в конечном итоге снижает себестоимость отгрузки стеклотары, упаковываемой в термоусадочную пленку.
Формула изобретения
Устройство для упаковки изделий в термоусадочную пленку, содержащее механизм подачи поддонов, транспортер изделий, механизм сталкивания ряда изделий и их шахматной расстановки, механизм подачи пленки, заверточный механизм, сварочный механизм, механизм подачи пакета на поддон, блок усадки пленки, мехаиизм подъема и опускания поддонов, отличающееся тем, что, с целью упрощения конструкции, возможности упаковки хрупких изделий в крупногабаритиые пакеты, механизм сталкивания ряда изделий и их шахматной расстановки выполнен в виде толкателя с кулачком, имеющим приводной роторный золотник, заверточный механизм состоит из основания с направляющими, П-образной рамки, имеющей механизм для ее подъема и перемещения, а механизм подачи пакета на поддон выполнен в виде платформы с заслонкой, установленной на блоке усадки пленки, смонтироваином на механизме подъема и опускания поддонов.
Источники информации, принятые во виимание при экспертизе I. Орлов А. Н. и др. Новые автоматические линии для производства стеклянной тары. Укладчик yen - 1, М., «Легкая индустрия, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ УПАКОВКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ | 2001 |
|
RU2203841C1 |
| Агрегат для укладки в пакеты на поддонах штучных предметов | 1972 |
|
SU445596A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОЙ ОБОЛОЧКИ ДЛЯ ШТАБЕЛЯ ПРЕДМЕТОВ | 2007 |
|
RU2355611C2 |
| Устройство для упаковывания изделий в термосклеивающуюся пленку | 1985 |
|
SU1303494A1 |
| Линия формирования пакета кирпича на поддоне | 1989 |
|
SU1648781A1 |
| УСТАНОВКА ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОЙ ОБОЛОЧКИ ДЛЯ ШТАБЕЛЯ ПРЕДМЕТОВ | 2003 |
|
RU2247065C1 |
| Устройство для упаковки изделий на поддоне в термоусадочную пленку | 1979 |
|
SU789325A1 |
| Устройство для упаковывания изделий в термоусадочную пленку | 1984 |
|
SU1303495A1 |
| Устройство для упаковывания изделий в термоусадочную пленку | 1987 |
|
SU1601030A1 |
| УСТАНОВКА ДЛЯ ПАКЕТИРОВАНИЯ ШТУЧНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КИРПИЧЕЙ | 2006 |
|
RU2334670C2 |