Известны фрезерные головки Для обработки Мерных пазов немерным концевым инструментом, содержащие качающуюся гильзу, в которой эксцентрично установлен шпиндель, приводимый от электродвигателя.
Предложенная головка позволяет повысить динамическую устойчивость шпинделя при работе на высоких скоростях твердосплавным инструментом, а также повысить точность установки величины качания шпинделя. С этой Целью на гильзе шпинделя установлен качающийся ступенчатый шкив ременной передачи привода вращения шпинделя, сообщающего качательное движение гильзе через систему зубчатых колес и вращающийся эксцентрик с ползуном, расположенным в прорези гильзы. Эксцентрик выполнен составным, состоящим из вала и установленной во вращающейся обойме втулки, новорачивающейся относительно вала посредством зубчатых и червячной самотормозящей передач, смонтированных в обойме.
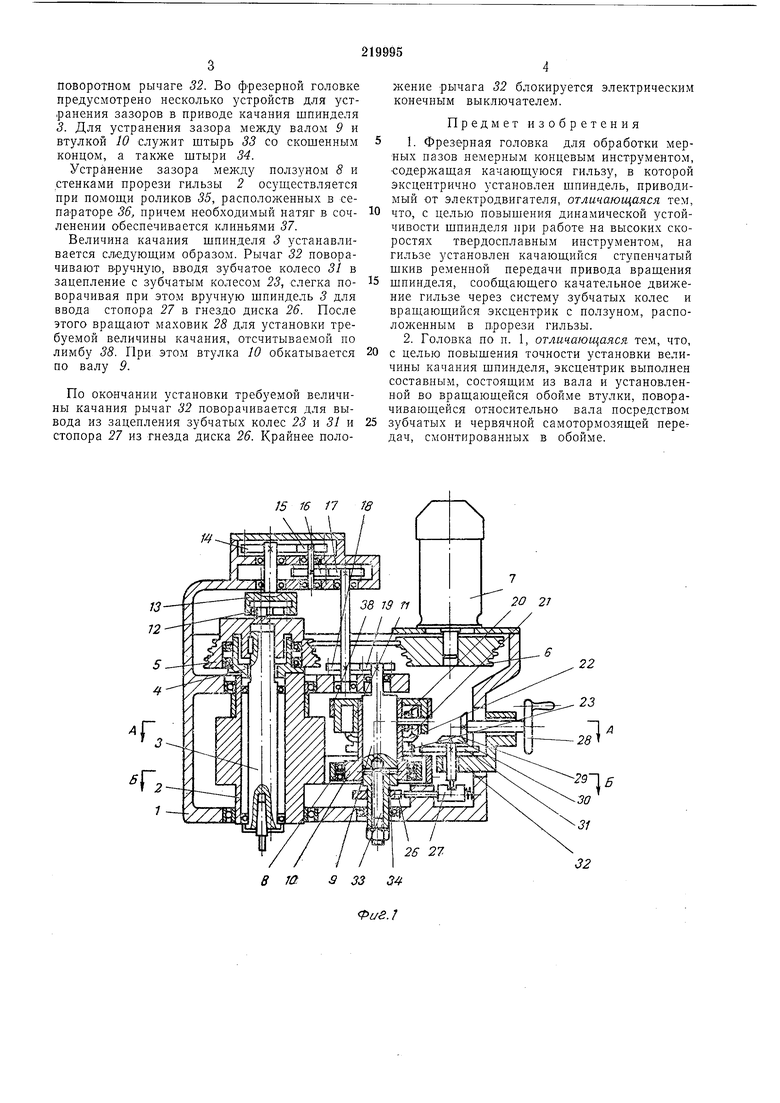
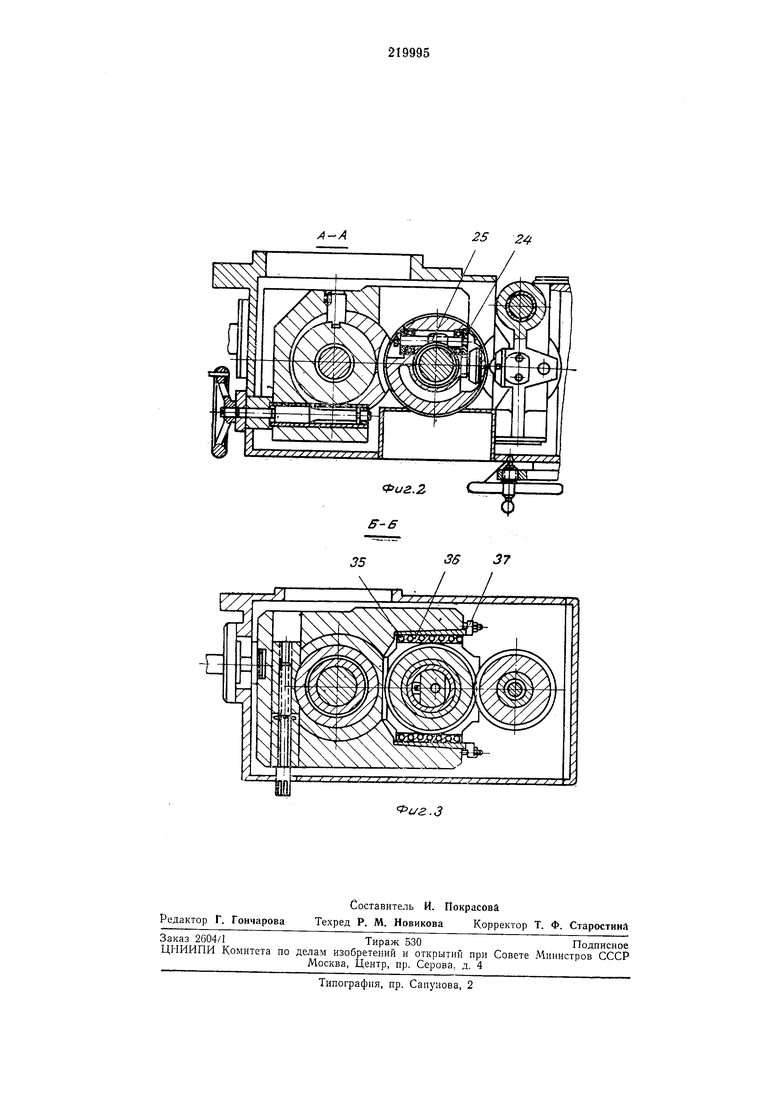
На фиг. 1 изображена описываемая головка в разрезе; на фиг. 2-механизм привода в ращающегося эксцентрика; на фиг. 3-механизм выборки люфта между ползуном и стенками прорези гильзы.
центрично со шпинделем 3 расположен качающийся ступенчатый шкив 5, приводящийся во вращение ремнем от шкива 6 электродвигателя 7. В прорези гильзы 2 смонтирован
ползун 8, приводимый эксцентриком и сообщающий шпинделю 3 качательное движение. Эксцентрик состоит из вала 9 и втулки 10, установленной во вращающейся обойме //. Вал 9 приводится непосредственно от шпинделя 3 посредством зубчатых передач (колес) 12, 13, 14, 15, 16, 17, 18 и 19. Межосевое расстояние между зубчатыми колесами 12 и 13 принимается равным эксцентриситету расточки гильзы 2, что дает возможность приводить
во вращение вал 9 с неподвижной в пространстве осью от шпинделя 3, совершающего качательное движение. Вал 9 имеет эксцентрично выполненную шейку, на которой сидит втулка 10, причем эксцентриситет вала 9 и
втулки 10 принять одинаковым, что позволяет изменить величину качания ползуна S от О до 2е. Изменение величины качания осуществляется при помощи располол ;енных в обойме 11 зубчатых передач (колес) 20, 21, 22, 23 и
24 и червяка 25, зацепляющегося с червячной нарезкой вала 9. Последний несет диск 26, предназначенный для стопорения вала 9 стопором 27 при установке величины качания, осуществляемой вручную маховиком 28 через
поворотном рычаге 32. Во фрезерной головке предусмотрено несколько устройств для устранения зазоров в приводе качания шпинделя 3. Для устранения зазора между валом 9 и втулкой 10 служит штырь 33 со скошенным концом, а также штыри 34.
Устранение зазора между ползуном 8 и стенками прорези гильзы 2 осуш,ествляется при помош,и роликов 35, расположенных в сепараторе 36, причем необходимый натяг в сочленении обеспечивается клиньями 57.
Величина качания шпинделя 3 устанавливается сл«дуюш,им образом. Рычаг 32 поворачивают вручную, вводя зубчатое колесо 31 в зацепление с зубчатым колесом 23, слегка поворачивая при этом вручную шпиндель 3 для ввода стопора 27 в гнездо диска 26. После этого вращают маховик 28 для установки требуемой величины качания, отсчитываемой по лимбу 38. При этом втулка 10 обкатывается по валу 9.
По окОНчании установки требуемой величины качания рычаг 32 поворачивается для вывода из зацепления зубчатых колес 23 и 31 и стопора 27 из гнезда диска 26. Крайнее положение рычага 32 блокируется электрическим конечным выключателем.
Предмет изобретения
5 1. Фрезерная головка для обработки мерных назов немерным концевым инструментом, содержашая качающуюся гильзу, в которой эксцентрично установлен шпиндель, приводимый от электродвигателя, отличающаяся тем,
0 что, с целью повышения динамической устойчивости шпинделя при работе на высоких скоростях твердосплавным инструментом, на гильзе установлен качающийся ступенчатый шкив ременной передачи привода вращения
5 щпинделя, сообщающего качательное движение гильзе через систему зубчатых колес и вращающийся эксцентрик с ползуном, расположенным в прорези гильзы.
2. Головка по п. 1, отличающаяся тем, что, с целью повышения точности установки величины качания шпинделя, эксцентрик выполнен составным, состоящим из вала и установленной во вращающейся обойме втулки, поворачивающейся относительно вала посредством
зубчатых и червячной самотормозящей передач, смонтированных в обойме.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм осциллирования | 1976 |
|
SU602315A1 |
| Фрезерная головка | 1974 |
|
SU480502A1 |
| ПРИВОД МЕХАНИЗМА ОСЦИЛЛИРОВАНИЯ ИНСТРУМЕНТА | 1970 |
|
SU283791A1 |
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ЛОПАСТЕЙ ГРЕБНЫХ ВИНТОВ | 1946 |
|
SU69470A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ | 1968 |
|
SU217916A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| УСТРОЙСТВО для УКЛАДЫВАНИЯ И ВЫБОРКИ ТКАНИ ИЗ ЦЕНТРИФУГИ | 1969 |
|
SU250036A1 |
| Заточный станок | 1980 |
|
SU931392A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2013 |
|
RU2556262C2 |
/5 /5 /7 8 га 78
XJ-/4
