Известен штамп для изготовления из листовой заготовки изделий типа прямоугольных коробок, содержащий пуансон и матрицу, имеющие скругленные и прямые участки в плане, а также закругленные вытял ные кромки.
Описываемый штамп отличается от известйого тем, что, с целью улучшения качества изделйЯ; радиус вытяжной кромки матрицы выполнен меньше номинального, на скругленных участках - равным номинальному, а радиус вытяжной кромки пуансона выполнен больше номинального так, что длина контура, образуемого в поперечном сечении рабочими частями пуансона и матрицы в крайнем нижнем положении пуансона, равна длине контура поперечного сечения готового изделия.
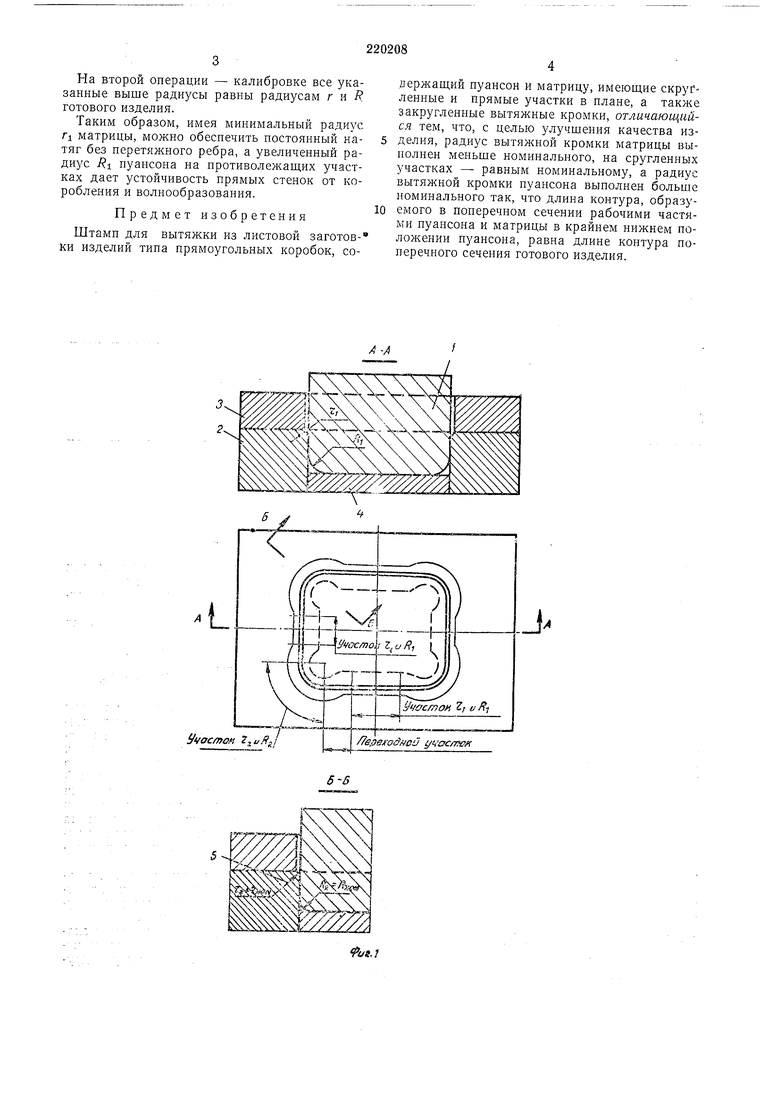
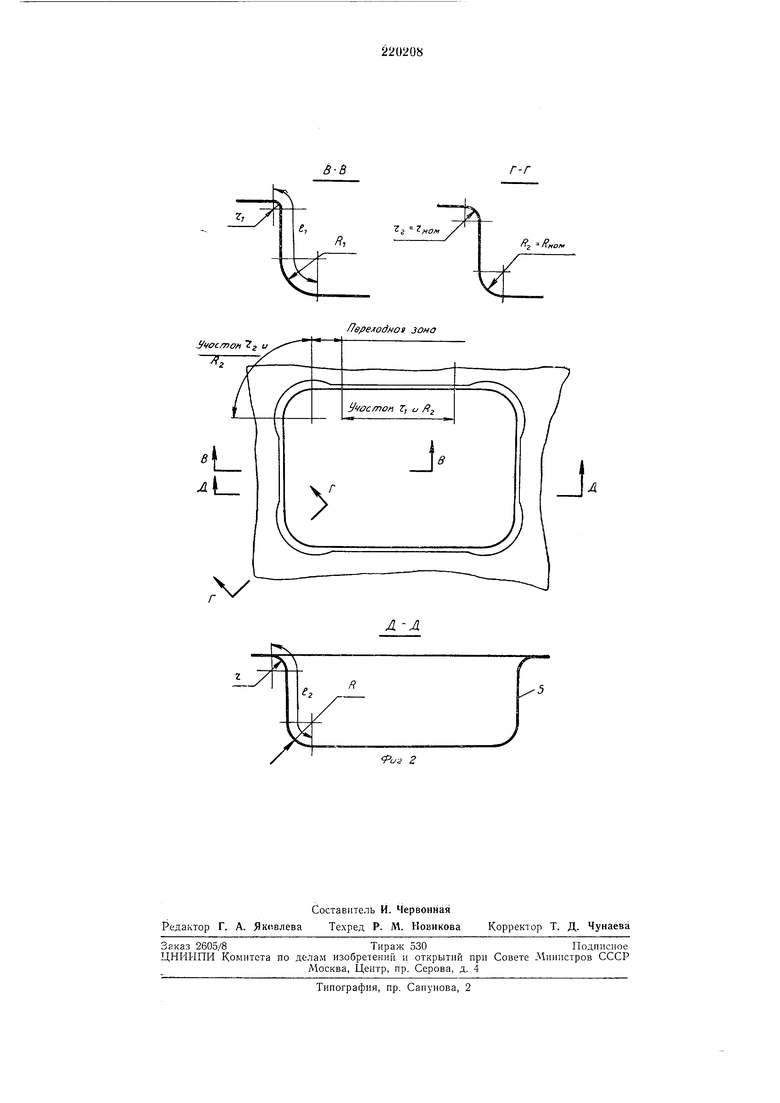
На фиг. 1 показан описываемый щтамп, вид сверху и разрезы по А-А и Б-Б; на фиг. 2- вид готового изделия в плане с разрезами по В-В, Г-Г и Д-Д.
Штамп состоит из пуансона 1, матрицы 2, прижима 3, осуществляющего прижим плоской заготовки (не показана) перед вытяжкой, выталкивателя 4, осуществляющего удаление вытянутого изделия (не показано) из матрицы 2.
При этом даны следующие обозначения: г - радиус матрицы на прямых сторонах в плане;
Г2 - радиус матрицы на скругленных угловых участках в плане;
RI - радиус пуансона на прямых участках в плане;
- радиус пуансона на скругленных
угловых участках; г и - радиусы готового изделия.
А2 АноМ) А2 .
ri плавно переходит в Гз, а - в RsВ предложенном штампе радиус г матрицы на прямых участках делается минимально возможным и меньше радиуса г в готовом изделии, а радиус i пуансона на противолежащих
участках делается больше аналогичного R в готовом изделии таким образом, что длина /i контура, образуемого в поперечном сечении рабочими частями пуансона и матрицы п крайнем нижнем положении пуансона, равна
длине 4 контура поперечного сечения готового изделия 5, получаемого после окончательной вытяжки.
В угловых участках матрицы и пуансона радиусы равны соответственно Г2 и и являются номинальными, необходимыми для осуществления качественной вытяжки.
Поскольку эти радиусы отличаются от аналогичных на прямых участках, то они на некотором участке плавно переходят друг в друНа второй операции - калибровке все указанные выше радиусы равны радиусам г и R готового изделия.
Таким образом, имея минимальный радиус TI матрицы, можно обеспечить постоянный натяг без перетяжного ребра, а увеличенный радиус Ki пуансона на противолежащих участках дает устойчивость прямых стенок от коробления и волнообразования.
Предмет изобретения
Штамп для вытяжки из листовой заготов- ки изделий типа прямоугольных коробок, содержащий пуансон и матрицу, имеющие скругленные и прямые участки в плане, а также закругленные вытяжные кромки, отличающийся тем, что, с целью улучшения качества изделия, радиус вытяжной кромки матрицы вынолнен меньше номинального, на сругленных участках - равным номинальному, а радиус вытяжной кромки пуансона выполнен больше номинального так, что длина контура, образуемого в поперечном сечении рабочими частями пуансона и матрицы в крайнем нижнем положении пуансона, равна длине контура поперечного сечения готового изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| Штамп для вытяжки без прижима коробчатых деталей из прямоугольных заготовок со скругленными углами | 1980 |
|
SU997911A1 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| Листовая заготовка для вытяжки | 1985 |
|
SU1349830A2 |
| Штамп для вытяжки | 1986 |
|
SU1456265A1 |
| Способ изготовления полых изделий | 1978 |
|
SU749496A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2104814C1 |
| Способ вытяжки изделий с фланцем из листовой заготовки | 1987 |
|
SU1407621A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2001 |
|
RU2201830C2 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ КОРОБЧАТОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2013 |
|
RU2545863C2 |
voc/noft 7, и
fu2 2
