Известна машина для сборки и роликовой сварки сотовых заполнителей, изготовляемых из металлической гофрированной ленты, содержащая станину с опорой для ноддержки свариваемого изделия, сварочную каретку с блоком роликовых головок, устройства для вертикального и горизонтального неремещения блока роликовых головок, механизм сотообразования, включающий в себя две каретки, на которых установлены с возможностью вертикального перемещения электродные гребенки.
Предложенная мащина отличается от известной тем, что устройство вертикального неремещения блока роликовых головок выполнено в виде системы сд военных рычагов, установленных на сварочной каретке и взаимодействующих с блоком роликовых головок, а электродные гребенки выполнены со стержнями, перемещаемьгм и с помощью реечно-винтового механизма, при этом в мащину введен урав1новещивающий механизм, сОСтоящий из двух цилиндрических и одного конического барабанов с системой тросов, связывающих опору изделия с уравновешивающим противовесом. Это .повышает Производительность процесса сварки заполнителей с различной формой и величиной ячеек.
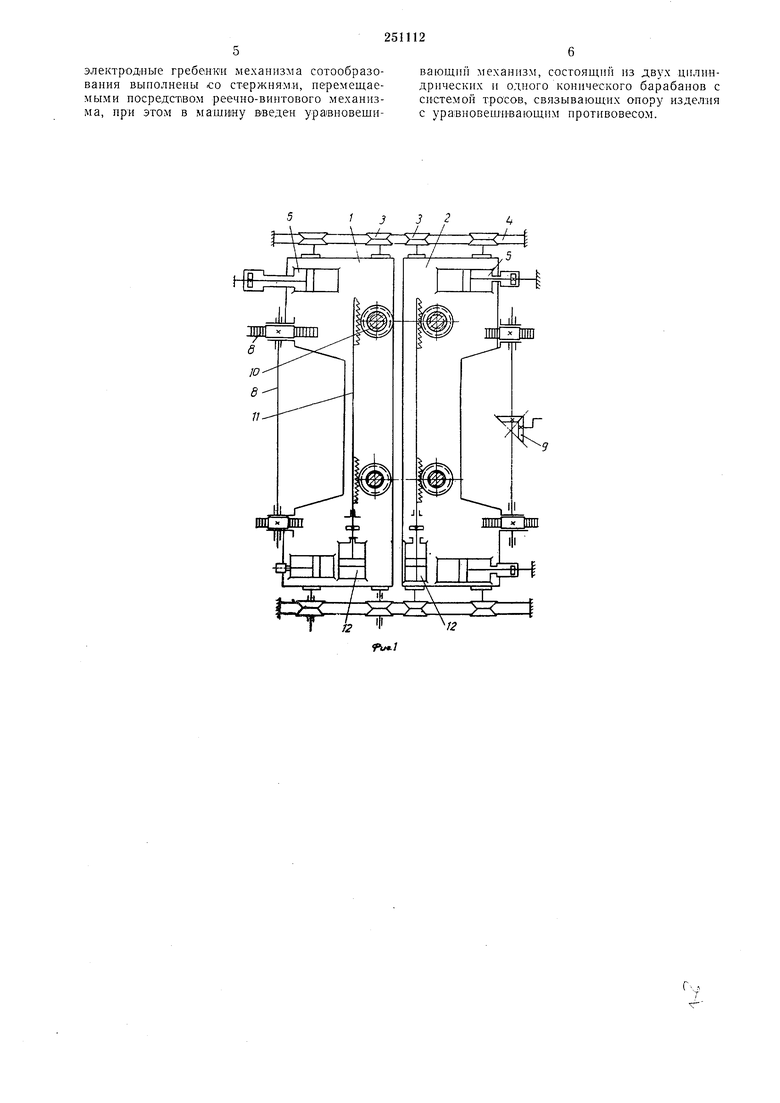
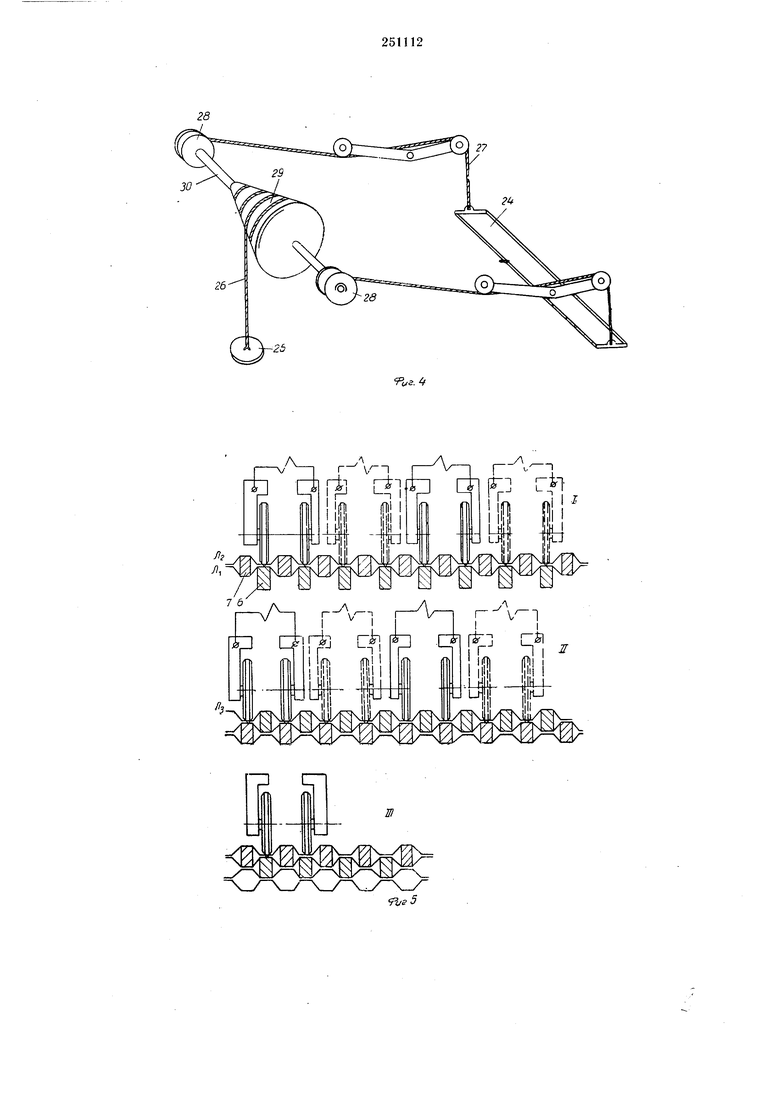
на фиг. 4 - уравновещпвающ1ий механизм; «а фиг. 5 -схема сборки и сварки сотовых заполнителей; на фиг. 6 - схема автоматического взаимодействия электродных гребенок. В механизме сотообразования две каретки 1 II 2 перемещаются на роликах 3 по направляющим 4 при помощи иневмоцилиндров 5На каретках смонтированы электродные гребенки 6 и 7. Передвигаясь, карегкп 1 и 2 производят ввод и вывод стержней гребенок 6 и 7 из зоны сварки.
Во избел ание перекосов при движенни кареток, .предусмотрено зубчато-реечное синхровизирующее устройство 8. Для перемещения правой (передней) каретки вручную можно пользоваться устройством 9. Автоматически под-ьем и опускание сварочных гребенок осуществляется винтовымп нарамп W, гайки которых вращаются зубчатыми рейками 11 при помощи пневмоцилиндров 12. Весь цикл работы механизма сотообразования производится автоматически после включеипя его на пульте управления машпны (условно ле показан).
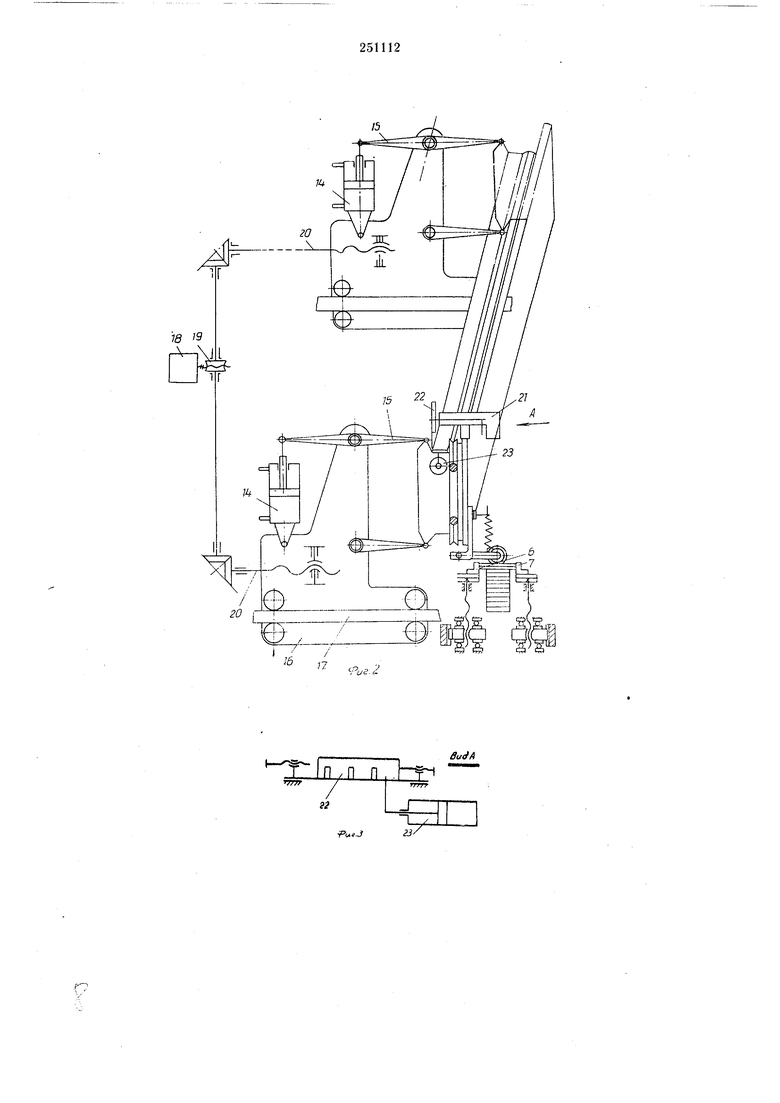
Вертикальное перемещенпе блока роликовых головок 13 (см. фиг. 6) и создание необходимого сварочного давления осуществляются нневматическим устройством 14 со сдвоенПри перемещении сварочной каретки 16 вдоль направляющих 17 роликовые головки 13 производят оварку. Прямое и возвратное движение сварочной каретйи осуществляется от реверсивного двигателя 18 через редуктор 19 и два ходовых вннта 20.
Полеречное передвижение и фиксация блока .роликовых головок 13, необходимые для сварки соседних швов, производятся с помощью стопорного фиксатор1а 21. Положение блока роликовых головок определяется смейной шагово плавкой 22.
При очередном перемещении электродных гребенок б и 7 производится смещение в автоматическом цикле на половину шага сотовых ячеек и шаговой планки 22 при помощи пневмоцилиндра 23, тем самьш сварочное устройство подготавлнвается для сборки и следующей ленты.
В уравновешивающем механизме поддерживающее устройство 24 в начале сварки сотового заполнителя находится в верхне1м .положении, а груз-противовес 25 на размотанном тросе 26 - в нижнем положении. По мере возрастания веса наращиваемого сотового заполнителя, послед.Н1ИЙ воздействует своей тяжестью на поддерживающее устройство и опускает его при постепенном сматываиии троса 27 с цилиндрических барабанов 2-8.
Конический барабан 29, закрепленный на валу 30, по спиральному пазу наматывает трос с грузом-противовесом 25 в сторону увеличения своего радиуса.
Уравновешивание нарастающего сотового заполнителя -и снятие нагрузки с электродных стержней происходит благодаря постепенному увеличению момента сил на комическом барабане под действием силы тяжести сотового заполнителя.
Работа электродных гребенок механизма сотообразования осуществляется следующим образом.
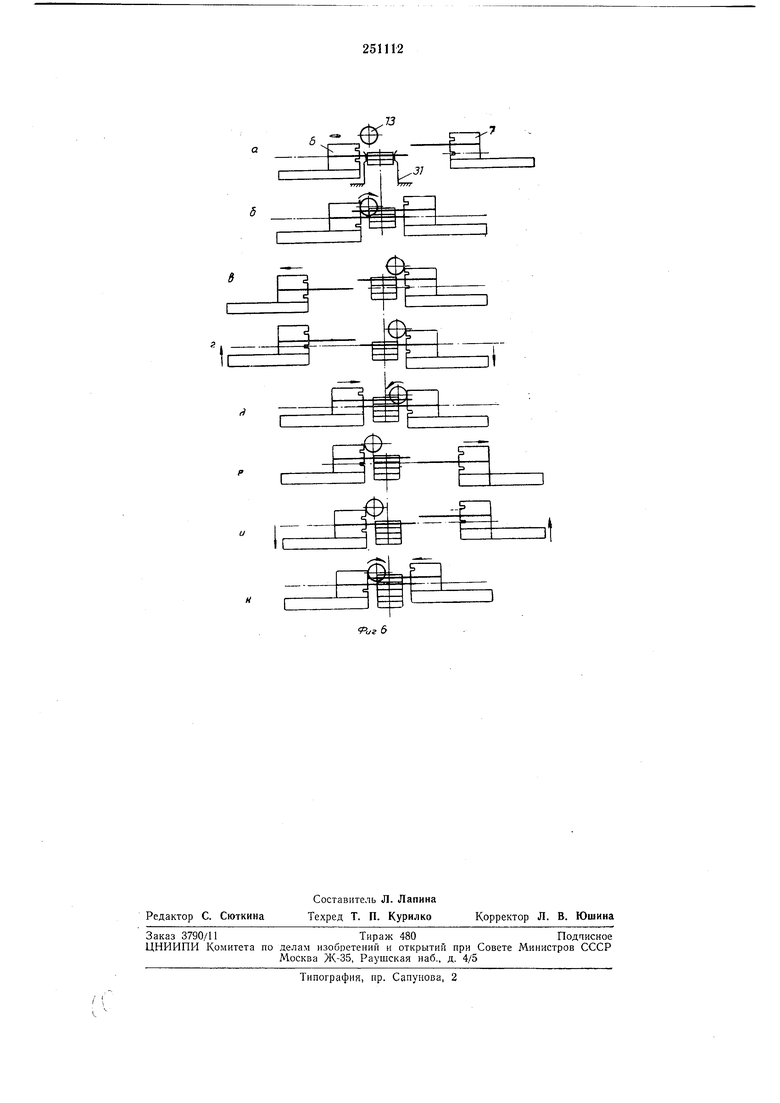
Пр|ед1варительно сформированную ленту Л, сотового заполнителя укладывают ,на стержни электродной гребенки 6 (ом. .фиг. 5 положение / и фиг. 6,а) и ориентируют торцовыми упорами 31. Гребеака 7 выведена из зоны сварки. После укл.адки первой ленты подводится гребенка 7; электродные стержни располагаются в верх1нем ряду и концалии замыкаются с колодкой гребенки 6 (см. фит. 6,6). Затем уклады.вают вторую сформированную ленту Л-г н также ориентируют торцовыми упорами 31 относительно п.ер.зой ленты /7i. После этого опускают блок роликовых головок 13, создавая тем са.мьгм сварочное давление.
Роликовые головки 13 сгруппированы парами и при их прямом и возвратном движении вдоль электродных стержней (ом. фиг. 6,6) производится сварка.
Подвод сварочного тока к каждой паре головок 13 осуществляется от трансформаторов с одной стороны (односторонняя сварка).
С другой, нижней, стороны сварочный ток проходит через электродные стержни которые электрически соединены между собой. При малом шаге ячеек сотового заполнителя, когда невозможно конструктивно расположить рядом все роликовые головки, последние располагают через несколько шагов ячеек заполнителя, и ленту сваривают в несколько приемов (см. фит. 5, положение головок обоз.начено пунктиром).
После сварки ячеек первых двух лент гребенка 6, на которой произ.водилась сварка с извлечением электродных стержней из сваренных ячеек, отводится (см. фиг. 6,в) и с помощью автоматической системы механизма вертикального перемещения гребен.ок поднимается на некоторую вел ичину. Одновременно друтая гребенка 7 опускается на такую же величину (см. фиг. 6,г).
По окончании вертикального перемещения гребенка 6 взаимно замыкается с гребенкой 7 (см. фиг. 6,(Э). Далее укладывают следующую сформованную ленту Л, и сварку производят уже на электродных стержнях гребенки
7. При этом система роликовых головок .13 автоматически смещается на половину шага влево, так как стержни гребенки 7 смещень относительно стержней гребенки 6 на полов ну шага ячеек сотового заполнителя.
Далее процесс сборки и сварки повторяется, образуя сотовый заполнитель. В процессе работы машины электродные стержни при очередном вертикальном перемещении только извлекаются из полости ранее сваренных
ячеек заполнителя, что исключает деформацию .заготовок. СварКа производится на тех электродных стержнях, которые находятся в .нижнем ряду и всегда на одном и том же уровне (см. фиг. 6, б, д, к).
Такое выполнение машины позв.оляет производить сборку и ролико.вую сварку сотового заполнителя высотой от 10 до 150 мм и более, шириной до 1500 мм и практически неограниченной длины.
Предмет изобретения
Машина для сборки и роликовой сварки сотовых заполнителей, изготовляемых из металлической гофрированной ленты, содержащая станину с опорой для поддержки свариваем.ого изделия, сварочную каретку с блоком роликовых головок, устройства для вертикального и горизонтального перемещения блока роликовых головок, .механизм сотообразования, включающий в себя две каретки, на которых с возможностью вертикального перемещения установлены электродные гребенки, отличающаяся тем, что, с целью новышения производительности процесса сварки
заполнителей с различной формой и величиной ячеек, устройство вертикального перемещения блока роликовых головок выполнено в виде системы сдвоенных рычагов, установленных на сварочной каретке и взаимо.дейэлектродные гребенки механизма сотообразоваиия вынолнены со стержнями, иеремещаемыми посредством реечно-винтового мехаиизма, при этом в машину введен уравновешивающий : 1еханизм, состояший из двух цилиндрических и одного конического барабанов с системой тросов, связываюш,их опору издел:ия с ура1вновешНваюш,им противовесом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сборки и сварки сотовых заполнителей | 1981 |
|
SU1011352A1 |
| ;ОЮЗНАЯ | 1973 |
|
SU381491A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАНЕЛЕЙ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2004 |
|
RU2268813C1 |
| Машина для сборки и сварки сотовых конструкций | 1974 |
|
SU549289A1 |
| Машина для сборки и сварки сотовых решеток | 1986 |
|
SU1328112A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ СОТОВЫХ ПАНЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2309826C1 |
| Машина для сборки и контактной сварки сотовых решеток | 1982 |
|
SU1038140A1 |
| Машина для сборки и сварки сотовых решеток | 1987 |
|
SU1418017A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008227C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ДЛЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2083373C1 |
Т
In/n 1
гг
«.J23/
BudA
ts:
L
27
