Известен способ плазменной сварки металлов малых толщин, осуществляемый при горении между электродом и соплом горелки дежурной дуги.
Предлагаемый способ позволяет разрущить окисные пленки на свариваемой поверхности за счет катодного распыления благодаря тому, что на сопло горелки подают положительные относительно изделия импульсы напряжения, а в промежутках между ними на электрод подают отрицательные относительно изделия импульсы напряжения, под действием которых между электродом и изделием формируется плазменная дуга.
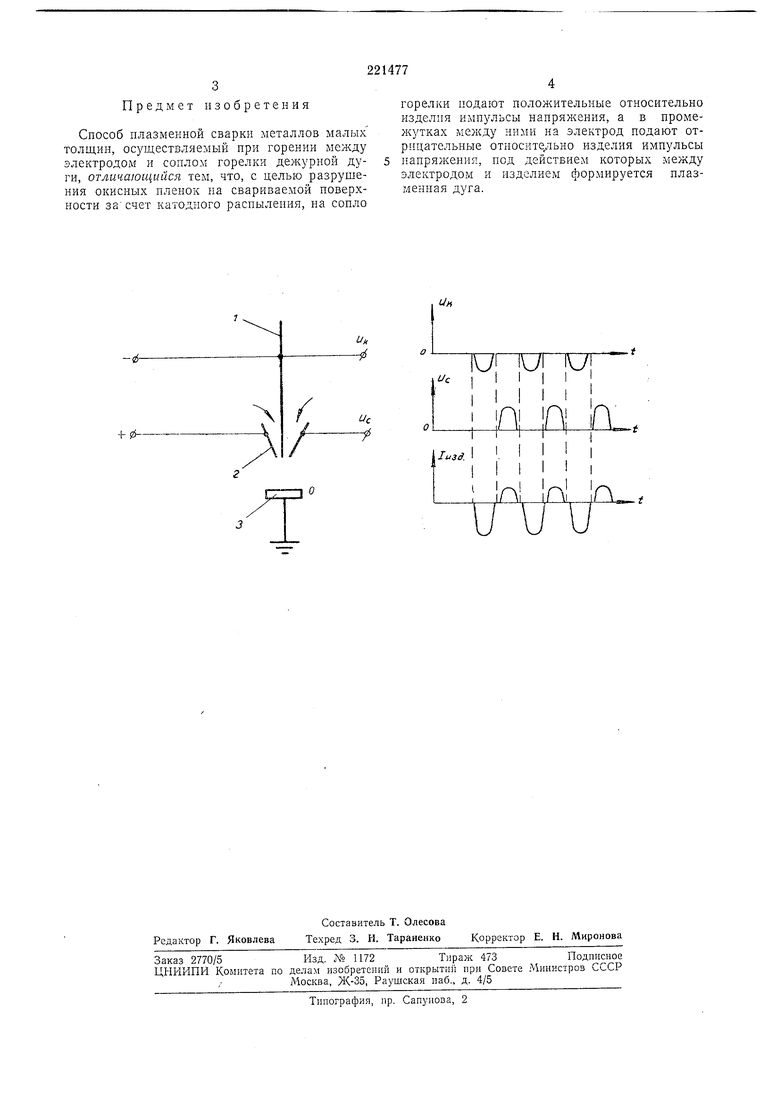
На чертеже дана схема осуществления предложенного снособа.
Способ позволяет производить сварку алюминия и нодобных металлов толщиной от 50 мк и более, имеющих на поверхности тугоплавкие окисные пленки, без предварительной очистки свариваемых деталей.
Между вольфрамовым электродом (катодом) / и соплом 2 плазменной горелки ненрерывно горит малоамперная дежурная дуга в среде инертного плазмообразующего газа. При подаче на сопло положительного относительно изделия импульса напряжения из независимой плазмы, выдуваемой в зазор между соплом 2 и изделием 3 потоком газа.
отбираются ионы на изделие, а электооны на сопло 2, т. е. формируется устойчивый несамостоятельный разряд между изделиемкатодом разряда и соплом-анодом разряда.
В результате бомбардировки изделия вытягиваемыми ионами происходит разрушение поверхностной пленки. Степень очистки поверхности зависит от величины тока разряда,
который определяется током вспомогательной дуги, расходом плазмообразующего газа и величиной импульса напряжения, и регулируется в щироких пределах в зависимости от технологических задач.
Вторая фаза процесса сварки - расплавление изделия - осуществляется сжатой дугой, возникающей между электродом (катодом горелки) и изделием 3 при подаче отрицательного относительно изделия 3 импульса напряжения на вольфрамовый электрод 1. Положительные и отрицательные импульсы любой формы по времени следуют один за другим, т. е. по окончании положительного импульса подается отрицательный и наоборот.
Таким образом, через сварочную ванночку на изделие поступает переменный ток с заданными амплитудными значениями, а через электрод плазменной горелки протекает ток только прямой по.яярности.
Предмет изобретения
Способ плазменной сварки металлов малых толщин, осуществляемый при горении между электродом и соплом горелки дежурной дуги, отличающийся тем, что, с целью разрушения окисных пленок па свариваемой поверхности за счет катодного распыления, на сопло
горелки подают положительные относительно изделия импульсы напряжения, а в промежутках между ними на электрод подают отрицательные отиосите льно изделия импульсы напряжения, под действием которых между электродом и изделием формируется плазменная дуга.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ НЕГОРЮЧИХ МАТЕРИАЛОВ | 2009 |
|
RU2418662C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ ПЛАЗМЕННОЙ СВАРКИ МЕТАЛЛОВ | 1995 |
|
RU2111098C1 |
| Способ и система плазменной сварки плавящимся электродом | 2022 |
|
RU2792246C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| Способ плазменной сварки | 1980 |
|
SU948572A1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2014 |
|
RU2595185C2 |
| СПОСОБ НАПЛАВКИ ТРЕХФАЗНОЙ ДУГОЙ | 2010 |
|
RU2451584C2 |
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
-1-0IVJi иг IW
с I I I I
II I
Л1 in П
,/-L-LJ-ILL t
1иЗВ.
П ;,п о.
