Изобретение относится к области сварочного производства и может быть использовано для наплавки трехфазной дугой износостойких, коррозионостойких и других упрочняющих покрытий.
Известен способ сварки и наплавки трехфазной дугой (Способ сварки трехфазной дугой. SU. Патент №1798077. Опубл. 28.02.1993 г.), заключающийся в подключении изделия к одной из фаз трехфазного источника питания дуги через присадочную проволоку. Однако этот способ не имеет возможности регулировать длительность полуволн проходящего тока и производить рациональную очистку изделия от окисной пленки из-за применения переменного тока, что ограничивает область применения.
Известен также способ импульсной плазменной наплавки (Способ импульсной плазменной наплавки. SU Авторское свидетельство №1693808), при котором две фазы подключены к электродам, а третья к присадочной проволоке или к наплавляемому изделию. Присадочную проволоку подают в столб сжатой дуги прямого действия, изделие периодически отключают от источника питания и в этот период периодически подключают присадочную проволоку к источнику питания. Такой способ обеспечивает регулировку соотношения проплавленного и наплавленного металла. Однако этот способ, выбранный за прототип, ограничивает его применение из-за трудности наплавки различных по свойствам металлов. Например, алюминий на сталь, и наоборот, сталь на алюминий. Затруднено повторное возбуждение рабочих дуг на переменном токе, особенно при возникновении обратной полярности на изделии из алюминия, что снижает стабильность процесса.
Технический результат предлагаемого способа - расширение технологических возможностей способа за счет подключения нужных полярностей к изделию и проволоке при использовании трехфазной дуги и более качественной катодной очистки поверхностей и дозированного вложения тепла.
Сущность изобретения заключается в том, что наплавка трехфазной дугой, при котором две фазы источника тока подключают к неплавящимся электродам и зажигают межэлектродную дугу, третью фазу подключают к изделию или присадочной проволоке подаваемой в столб дуги. При наплавке непрерывно поддерживают горение межэлектродной дуги, чем обеспечивают повторное зажигание зависимых дуг на изделие и проволоке. Катодную очистку поверхности присадочной проволоки выполняют путем периодического подключения третьей фазы к присадочной проволоке в полупериоды обратной полярности, противоположные полупериодам периодического подключения изделия, а время полупериодов подключения третьей фазы для присадочной проволоки или изделия соответствует времени полупериода сварочного тока, заданного частотой источника тока.
Подключение проволоки и изделия в полупериоды переменного тока может производиться как на прямую, так и на обратную полярность. Например, при наплавке алюминиевой проволоки на стальное изделие проволока должна подключаться в полупериоды обратной полярности, что обеспечит катодную очистку алюминиевой проволоки от окисной пленки. В то же время изделие будет подключаться на прямую полярность. Это обеспечит беспрепятственное возникновение анодного пятна на стальной детали, т.к. известно, что катод на стальной детали возникает значительно сложнее, чем на алюминии.
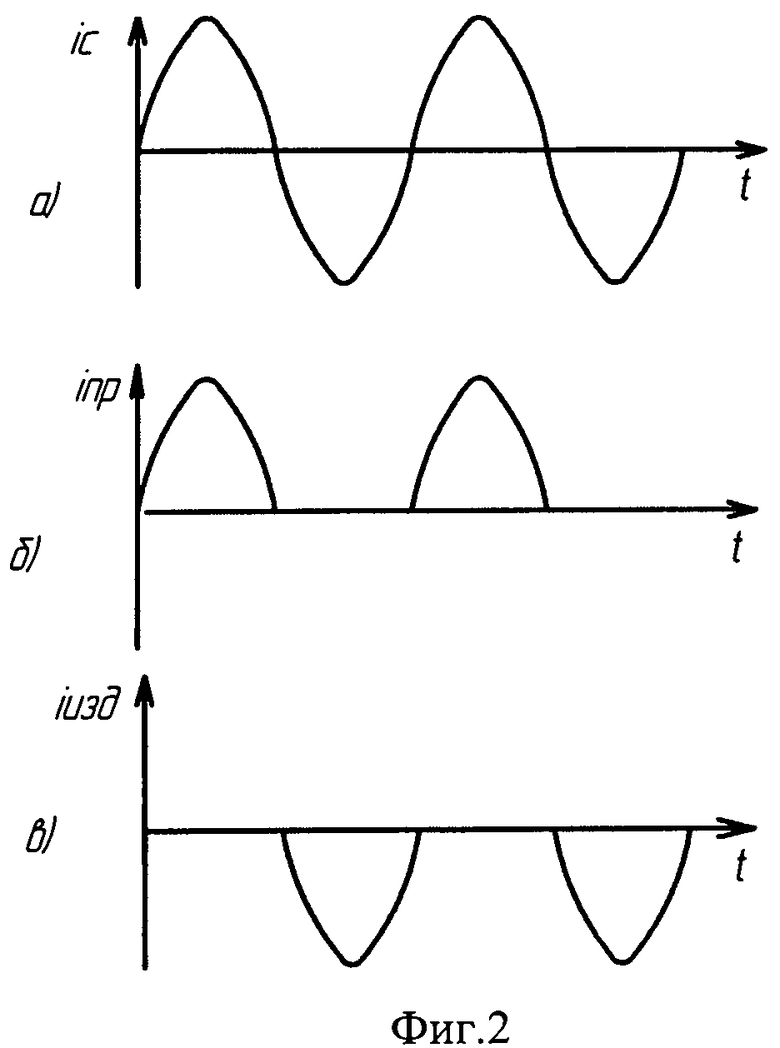
Изобретение иллюстрируется чертежами, где на фиг.1 показана электрическая схема включения диодов в цепи проволоки и изделия, на фиг.2 - циклограмма протекания токов в проволоке и изделии при включении переключателя S в положении 1.
На фиг.1 источник питания 1 подключен к питающей сети Uc. На выходе источника средняя фаза подключена через диоды VD1 или VD3 к проволоке 2, а крайними фазами - к двум вольфрамовым электродам 3 и 4, находящимся в плазмотроне 5. Изделие 6 подключается к средней фазе источника через диоды VD2 или VD4. Переключатель S может включаться в положение 1 или 2.
Способ реализуется следующим образом. Вначале зажигается межэлектродная («дежурная») дуга между неплавящимися электродами 3 и 4 плазмотрона 5 от двух крайних фаз сварочного источника питания 1. Подвод тока от источника питания 1 к проволоке 2 и изделию 6 имеет разветвление. При включении переключателя S в положение 1 положительная полуволна тока проходит через диод VD1 к проволоке и производится ее катодная очистка, а отрицательная - через диод VD2 к изделию. При включении переключателя S в положение 2 полярность на проволоке и изделии меняется на противоположную за счет прохождения тока через вторую пару диодов VD3, VD4.
Включение диодов в схеме фиг.1 может быть и обратным, в зависимости от технологических требований сварки. Например, при износостойкой аргонодуговой наплавке алюминия на сталь алюминиевая проволока должна подключаться как катод рабочих дуг. Это обеспечит катодную очистку алюминиевой проволоки от окисной пленки. В то же время будут созданы благоприятные условия возникновения анодной области у стального изделия, поскольку в этом случае катодная очистка не требуется.
Обеспечение устойчивости повторных зажиганий зависимых дуг на изделие и проволоке обеспечивается непрерывным горением межэлектродной дуги трехфазного факела.
Предлагаемый способ может быть осуществлен с помощью известных в технике средств и материалов. В качестве сварочной горелки может использоваться двухэлектродная горелка с неплавящимися вольфрамовыми электродами. В качестве источника питания может использоваться известный трехфазный сварочный источник питания, работающий по схеме «открытый треугольник». Получение импульсов тока рабочих дуг на изделие и проволоку можно обеспечить использованием неуправляемых вентилей-диодов, используемых в схемах сварочных источников питания. Подача присадочной проволоки в зону сварки может производиться с помощью обычных подающих устройств сварочных автоматов или полуавтоматов.
Таким образом, предлагаемый способ обеспечивает достижение технического результата, заключающегося в расширении технологических возможностей способа за счет подключения нужных полярностей к изделию и проволоке при использовании трехфазной дуги, повышение устойчивости горения зависимых дуг на изделие и проволоку, обеспечение стабильного плавления проволоки.
Предлагаемый способ может быть осуществлен с помощью известных в технике средств. Следовательно, предлагаемый способ обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1798077A1 |
| Способ дуговой механизированной двухэлектродной сварки | 2016 |
|
RU2639586C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| СПОСОБ НАПЛАВКИ ТРЕХФАЗНОЙ ДУГОЙ | 2007 |
|
RU2367546C2 |
| СПОСОБ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2009 |
|
RU2418661C1 |
| Способ дуговой сварки алюминиевых сплавов на переменном токе неплавящимся электродом | 1985 |
|
SU1266687A1 |
| СПОСОБ ДУГОВОЙ МЕХАНИЗИРОВАННОЙ ИМПУЛЬСНОЙ НАПЛАВКИ | 2017 |
|
RU2641940C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
Способ может быть использован для наплавки трехфазной дугой износостойких и упрочняющих покрытий. Третью фазу источника тока подключают к изделию в полупериод, противоположный полупериоду подключения присадочной проволоки. Время полупериодов соответствует времени полупериода сварочного тока, заданного частотой источника тока. Подключение изделия и проволоки обеспечивает катодную очистку их поверхности. Подключение проволоки и изделия в полупериоды переменного тока может производиться как на прямую полярность, так и на обратную. В результате может быть произведена наплавка различных по свойствам материалам за счет качественной очистки поверхностей и дозированного вложения тепла. 2 ил.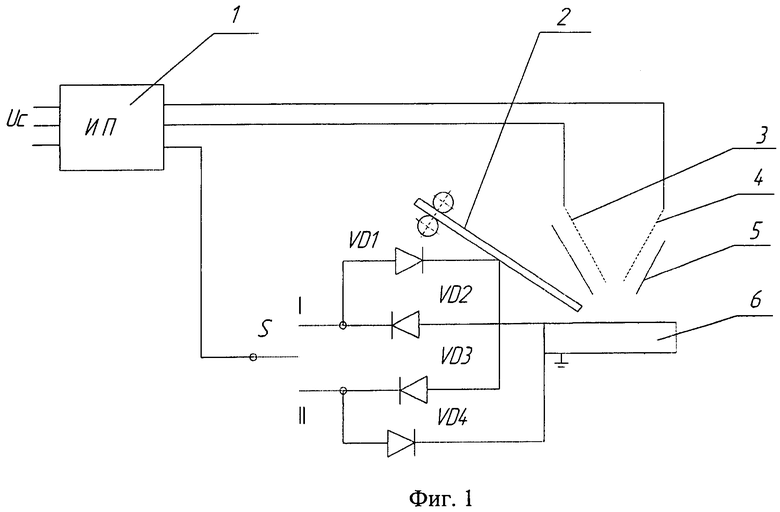
Способ наплавки трехфазной дугой, при котором две фазы источника тока подключают к неплавящимся электродам и зажигают межэлектродную дугу, а третью фазу подключают к изделию или присадочной проволоке, подаваемой в столб дуги, отличающийся тем, что поддерживают непрерывное горение межэлектродной дуги для обеспечения повторного зажигания зависимых дуг между изделием и проволокой, при этом выполняют катодную очистку поверхности присадочной проволоки путем периодического подключения третьей фазы к присадочной проволоке в полупериоды обратной полярности, противоположные полупериодам периодического подключения изделия, а время полупериодов подключения третьей фазы к присадочной проволоке или изделию соответствует времени полупериода сварочного тока, заданного частотой источника тока.
| Способ сварки трехфазной дугой | 1990 |
|
SU1798077A1 |
| СПОСОБ НАПЛАВКИ ТРЕХФАЗНОЙ ДУГОЙ | 2007 |
|
RU2367546C2 |
| Способ трухдуговой сварки | 1971 |
|
SU424389A1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ получения нанопорошка сложного никель-кобальтового оксида со структурой шпинели | 2021 |
|
RU2756678C1 |
| /Под ред | |||
| К.К.Хренова | |||
| Словарь-справочник по сварке | |||
| - Киев: Наукова Думка, 1974, с.139-140. | |||

