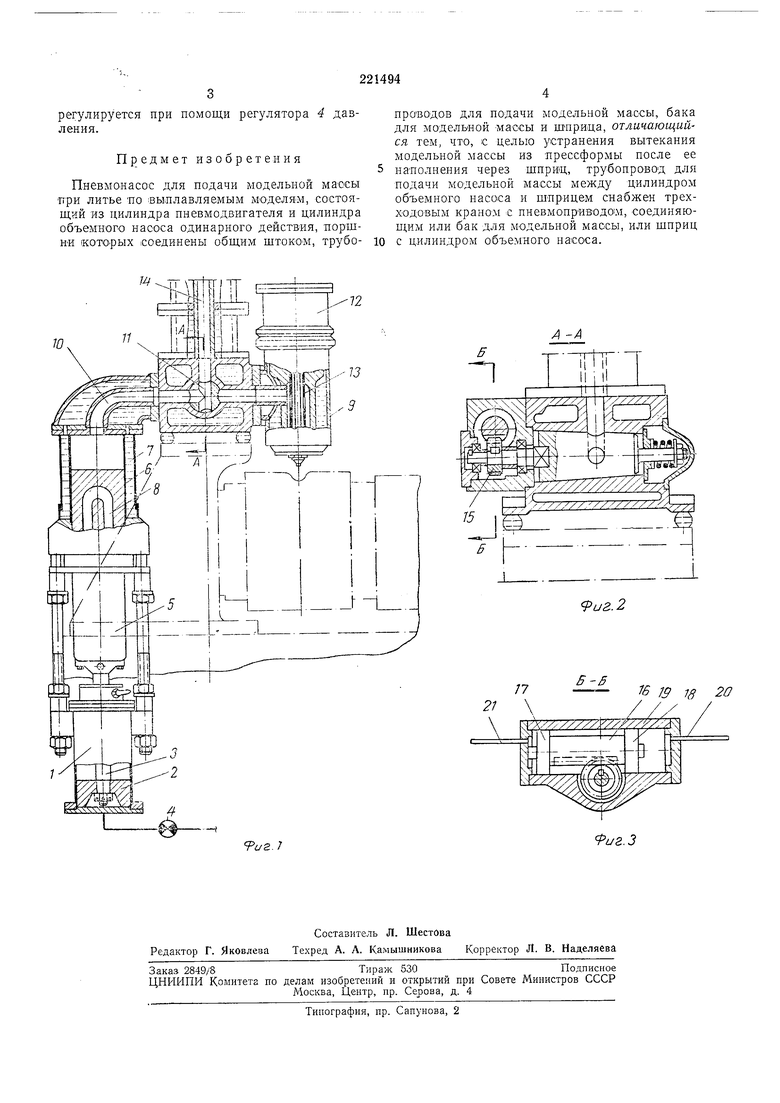
Известны пневмойасосы для подачи модельной массы при литье :по выплавляемым моделям, состоящие из цилиндра лневмодвигателя и цилиндра объеМНого насоса одинарного действия, поршни которых соединены общим щтоком, трубопроводов для подачи модельной массы, бака для модельной массы и шприца. Описываемый пневмонасос отличается тем, что трубоцровод для подачи модельной массы между цилиндром объемного насоса и шпри|цем снабжен трехходовым краном с пневмоприводом, соединяющим или бак для модельной массы, или шприц с цилиндром объемного насоса. Такое «онструктивное исполнение нневмонаcoca устра-няет вытекание модельной массы из пресс-формы после ее «аполнения через шп-риц. На фиг. 1 схематически изображен описываемый пневмонасос; на фиг. 2 - разрез по А- А на фиг. 1; на фиг. 3 - разрез по - на фиг. 2. Пневмонасос состоит из пневмоцилиндра I с порщнем 2 и штоко-м 5. В нижнюю полость цилиндра подводится сжатый воздух через регулятор 4 давления. Верхняя полость цилиндра соединена со шприцем 9 трубой 10, разделенной трехходовым краном )/. Шприц снабжен пневмоцилиндром 12 для подачи иглы /. К крану подведена труба 14 от магистрали подачи модельной массы. Кран при -помощи шестерни /5 соединен с рейкой 16, на концах которой закреплены поршни /7 Н 18. Рейка с поршнями находится в пневмсцилиндре 19, к торцовым крышкам которого по трубкам 20 и 21 подводится воздух. воздух подается одновременно в нижнюю полость пневмоцилиндра 1, в пневмоцилиндр 19 и верхнюю полость пневмоцилиндра 12. При этом поршень начинает выдавливать массу из цилиндра по трубе в шприц. Трехходовой кран 11, поворачиваясь, соединяет цилиндр 6 со шприцем 9, и игла шприца 13 входит в литниковую воронку прессформы. Происходит заполнение прессформы модельным составом. Затем поршню 2 сообщается обратный ход и избыток массы засасывается в цилиндр, носле чего трехходовой кран 11, поворачиваясь, соединяет цилиндр 6 с магистралью подачи модельного состава и одновременно отсекает засос модельной массы из прессформы. Время засоса модельной массы из прессформы определяется опытным путем и регулируется при помощи реле времени. Давление массы при заполнении прессформы
регулируется при помощи регулятора 4 давления.
Предмет изобретения
ПневмОНасос для подачи модельной массы тгри литье ПО вьшлавлявмым моделям, состоящий из цилиндра пневмодвигателя и цилиндра объемного насоса одинарного действия, поршМИ которых соединены общим штоком, трубопроводов для подачи модельной массы, бака для модельной массы и ш-прица, отличающийся тем, что, с целые устранения вытекания модельной массы из лрессформы после ее
наполнения через щприщ, трубопровод для подачи модельной массы между цилиндром объемного насоса и шприцем снабжен трехходовым краном с пневмоприводо м, соединяющим или бак для модельной массы, или шприц
с цилиндром объемного насоса.
.1
А -А
9 иг. 2
Б-б
76 /9 7ff 20
иг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАПРЕССОВКИ МОДЕЛЬНОЙ МАССЫ | 1972 |
|
SU337184A1 |
| ПНЕВМОПРИВОД МЕХАНИЗМА АВТОМАТИЗИРОВАННОЙ МАШИНЫ | 1998 |
|
RU2140029C1 |
| УСТРОЙСТВО ДЛЯ СМАЗКИ ЗАПОРНО-РЕГУЛИРУЮЩЕЙ АРМАТУРЫ | 2023 |
|
RU2823000C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОРОШКОВ СПЛАВОВ С РЕДКОЗЕМЕЛЬНЫМИ ЭЛЕМЕНТАМИ | 1992 |
|
RU2025219C1 |
| АВТОМАТИЧЕСКОЕ НАГНЕТАТЕЛЬНОЕ УСТРОЙСТВО ВЫСОКОВЯЗКИХ МАТЕРИАЛОВ | 2012 |
|
RU2499947C1 |
| Установка для смешивания и нанесения защитного состава на внутреннюю поверхность трубопроводов | 2021 |
|
RU2756088C1 |
| АППАРАТ ДЛЯ ПНЕВМОЭНЦЕФАЛОГРАФИИ | 1969 |
|
SU243785A1 |
| Автомат для изготовления легкоплавких моделей | 1980 |
|
SU880608A1 |
| УСТАНОВКА ДЛЯ ЗАПРЕССОВКИ МОДЕЛЬНОГО СОСТАВА | 1969 |
|
SU235933A1 |
| Привод подачи сверлильного станка | 1979 |
|
SU917958A1 |
