Известные устройства для абразивно-алмазной обработки цилиндрических шеек деталей работают в режиме суперфиниширования.
Описываемое устройство обеспечивает обработку цилиндрических шеек деталей в режиме суперфиниширования и хонингования. Для этого оно снабжено самотормозяш,ими клиньями радиальной подачи, упорами и упругими элементами-пружинами. Причем последние обеспечивают постоянное давление при суперфинишировании и запираются жесткими упорами при хонинговании.
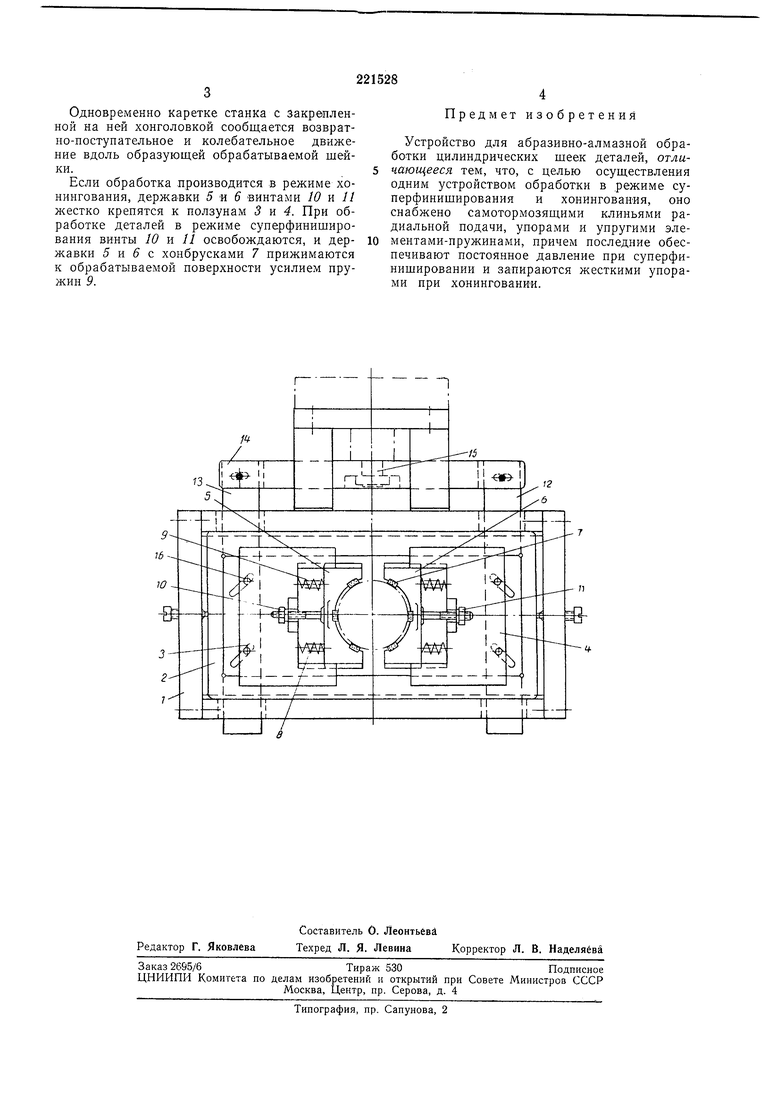
На чертеже изображено описываемое устройство.
Оно состоит из жесткой рамки / закрепленной на вертикальном суппорте подвижной каретки станка. Во внутренней части рамки помеш,ается поперечный установочный суппорт 2 с двумя ползунами 3 и 4, в передней части которых устанавливаются сменные державки 5 и 5 с хонбрусками 7. Между корпусами ползунов 3 тл 4 н державками 5 и & на пальцах S установлены 9. Винтами 10 и /У державки удерживаются в определенном положении по отношению к ползунам 3 к 4. Завертывая винты W и /У, можно перемеш,ать державки 5 и 6 внутри ползунов 3 и 4 (до упора пальцев 8 в корпус ползунов) и жестко закреплять их.
Суппорт .2 имеет два вертикальных паза, служащих направляющими для двух клиньев 12 и 13. Оба клина закреплены на одной общей траверсе 14, которая в свою очередь
крепится к штоку У5 гидроцилиндра. При движении штока 15 гидроцилиндра вниз клинья 12 и 13 через шпильки 16 перемещают ползуны 3 и 4 с дерл :авками 5 и 5 от центра головки. При движении штока 15 гидроцилиндра вверх ползуны 3 м 4 с державками 5 и 6 перемешаются к центру головки.
Управление гидроцилиндром производится поворотом рукоятки четырехходового золотника, а изменение усилия, развиваемого цилиндром, - регулировкой давления в гидросистеме.
Деталь устанавливается между державками 5 и б с хонбрусками 7, закрепляется в центрах и приводится во вращение. Поворотом рукоятки четырехходового золотника соединяют с давлением от гидросистемы нижнюю полость гидроцилиндра подачи хонбрусков, в результате чего поршень со штоком 15 начинает перемещаться вверх, а ползуны 3 и 4 с клиньями 12 и 13 перемещаются к центру головки, прижимая державки 5 и б с хонбрусками 7 к обрабатываемой поверхности детали.
Одновременно каретке станка с закрепленной на ней хонголовкой сообщается возвратно-ностунательное и колебательное движение вдоль образующей обрабатываемой щейки.
Если обработка производится в режиме хонингования, державки 5 и & винтами 10 и И жестко крепятся к ползунам 3 и 4. При обработке деталей в режиме суперфиниширования винты 10 и 11 освобождаются, и державки 5 и 5 с хонбрусками 7 прижимаются к обрабатываемой поверхности усилием пружин 9.
Предмет изобретения
Устройство для абразивно-алмазной обработки цилиндрических щеек деталей, отличающееся тем, что, с целью осуществления одним устройством обработки в режиме суперфиниширования и хонингования, оно снабжено самотормозящими клиньями радиальной подачи, упорами и упругими элементами-пружинами, причем последние обеспечивают постоянное давление при суперфинишировании и запираются жесткими упорами при хонинговании.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ | 1992 |
|
RU2074083C1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ВИНТОВ | 2007 |
|
RU2351456C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ВИНТОВ | 2007 |
|
RU2351455C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036775C1 |
| Устройство для финишной обработки галтелей валов | 1973 |
|
SU535149A1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ | 2002 |
|
RU2225785C1 |
| Устройство для суперфиниширования шеек коленчатого вала | 1979 |
|
SU870090A2 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| ГИДРОКОПИРОВАЛЬНАЯ БАБКА | 1971 |
|
SU295612A1 |
| МЕХАНИЗМ РАЗЖИМА БРУСКОВ ХОНИНГОВАЛЬНОГО СТАНКА | 1990 |
|
RU2009860C1 |
13
