1- - - - Изобретение относится к шлифованию и полированию деталей, а именно к финишной обработке галтелей валов, в частности коленчатых.
Известные устройства для финишной обработки галтелей валов, выполненные в виде державок с закрепленными на них инструментами, не обеспечивают требуемого качества обработки, так как державки с инструментами имеют только одну степень свободы и не обеспечивают надежной установки инструмента относительно обрабатываемой поверхности.
€ целью повышения качества обработки предлагаемое устройство снабжено механизмом самоустановки державок, выполненным в виде вилок, шарнирно соединенных с державками и ползунами, имеюш;ими скосы, взаимодействующие через упругий элемент с двусторонним поступательно-перемещающимся клином.
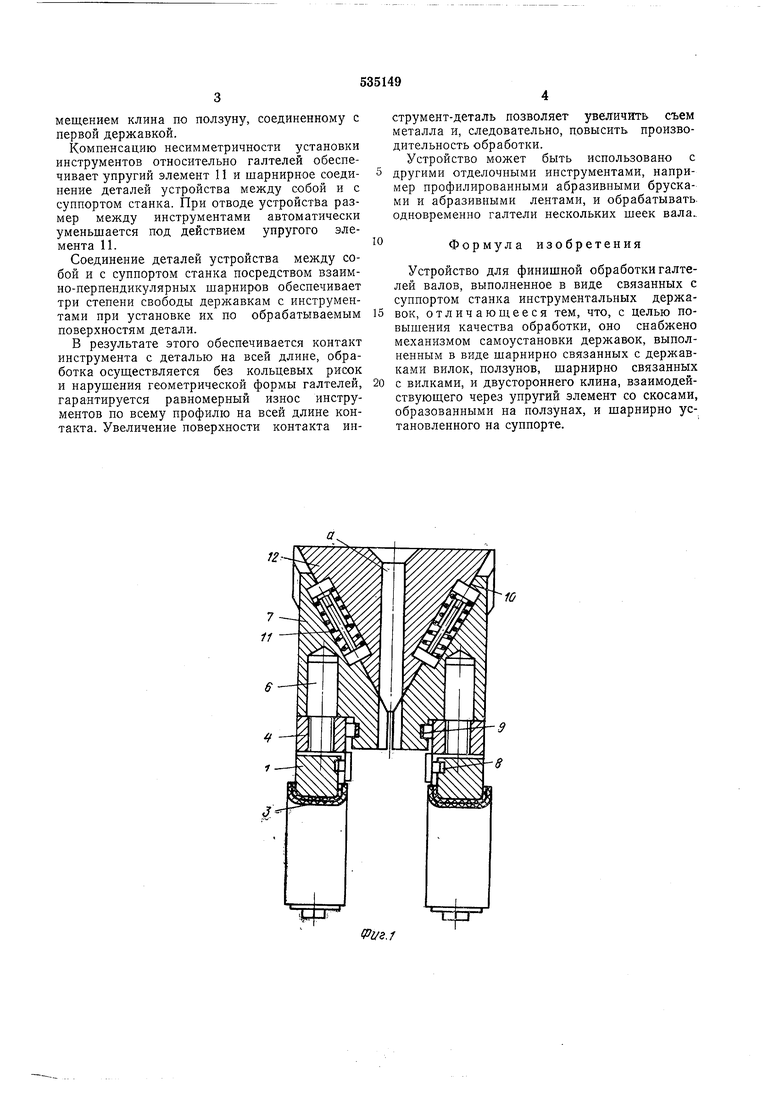
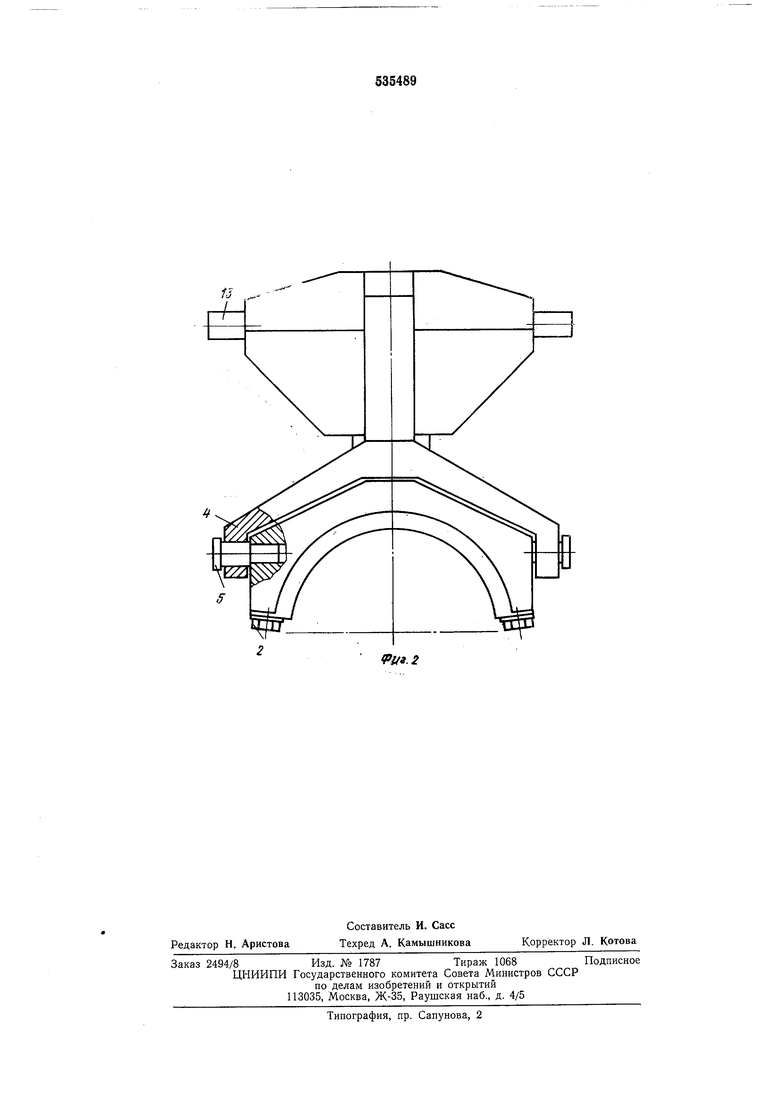
На фиг. 1 изображено предлагаемое устройство, вид спереди, вертикальный разрез; на фиг. 2 - то же, вид сбоку.
Устройство содержит державки 1, на которых закрепляются с помощью болтов 2 инструменты 3, например, в виде алмазных профильных лент.
Устройство снабжено механизмом самоустановки инструментов по обрабатываемым поверхностям. Механизм самоустановки выполнен в виде вилки 4, соединенной горизонтальными шарнирами 5 с державками 1 и вертикальным шарниром 6 с ползуном 7. Вилки 4 и державки 1 снабжены плоскими пружинами 8 и 9, которые предохраняют их от разворота вокруг шарниров в нерабочем положении.
Скосами 10 ползуны 7 взаимодействуют через упругий элемент 11 с двусторонним клином 12, соединяемым шарнирами 13 с суппортом станка (на фигурах не показан).
Устройство работает следующим образом. Перемещением суппорта устройство подводится к обрабатываемому валу. Державки 1 с закрепленными на них инструментами 3
упираются цилиндрической частью в шейку вала. Ползуны 7 останавливаются, а клин 12 под действием усилия, передаваемого на него суппортом станка, продолжает перемещаться и раздвигает ползуны до упора в поверхности галтелей. Инструменты 3 обрабатывают одновременно две галтели вала. Во время обработки через отверстие а клина 12 в зону обработки подается смазочно-охлаждающая жидкость.
Если инструменты имеют несимметричное первоначальное положение относительно галтелей, то одна из державок вступит в контакт с галтелью раньше. Другая державка досылается в осевом направлении до контакта с обрабатываемой поверхностью дальнейшим перемещением клина по ползуну, соединенному с первой державкой.
Компенсацию несимметричности установки инструментов относительно галтелей обеспечивает упругий элемент 11 и шарнирное соединение деталей устройства между собой и с суппортом станка. При отводе устройства размер между инструментами автоматически уменьшается под действием упругого элемента 11.
Соединение деталей устройства между собой и с суппортом станка посредством взаимно-перпендикулярных шарниров обеспечивает три степени свободы державкам с инструментами при установке их по обрабатываемым поверхностям детали.
В результате этого обеспечивается контакт инструмента с деталью на всей длине, обработка осуш;ествляется без кольцевых рисок и нарушения геометрической формы галтелей, гарантируется равномерный износ инструментов по всему профилю на всей длине контакта. Увеличение поверхности контакта ипструмент-деталь позволяет увеличить съем металла и, следовательно, повысить производительность обработки.
Устройство может быть использовано с другими отделочными инструментами, например профилированными абразивными брусками и абразивными лентами, и обрабатывать, одновременно галтели нескольких шеек вала..
Формула изобретения
Устройство для финишной обработки галтелей валов, выполненное в виде связанных с суппортом станка инструментальных державок, отличающееся тем, что, с целью повышения качества обработки, оно снабжено механизмом самоустановки державок, выполненным в виде шарннрно связанных с державками вилок, ползунов, шарнирно связанных
с вилками, и двустороннего клина, взаимодействующего через упругий элемент со скосами, образованными на ползунах, и щарнирно установленного на суппорте.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для финишной обработки валов | 1978 |
|
SU738846A1 |
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ АНТИФРИКЦИОННОЙ БЕЗАБРАЗИВНОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2187577C2 |
| Головка для одновременной финишной обработки шейки и галтелей | 1976 |
|
SU616117A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063323C1 |
| Устройство для обкатывания ступенчатых поверхностей | 1989 |
|
SU1798033A1 |
| ОХВАТЫВАЮЩЕЕ КОЛЬЦО ДЛЯ УПРОЧНЯЮЩЕЙ ОБКАТКИ | 2004 |
|
RU2275290C1 |
| ОХВАТЫВАЮЩИЙ ДЕФОРМИРУЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2275288C1 |
| Устройство для очистки наружной поверхности цилиндрической детали | 1987 |
|
SU1447461A1 |
| Продольный суппорт многошпиндельного автомата | 1980 |
|
SU921686A1 |
| Устройство для отделочно-упрочняющей обработки сферических поверхностей деталей | 1985 |
|
SU1342708A1 |
fPuz.f
fj
A-.
