00
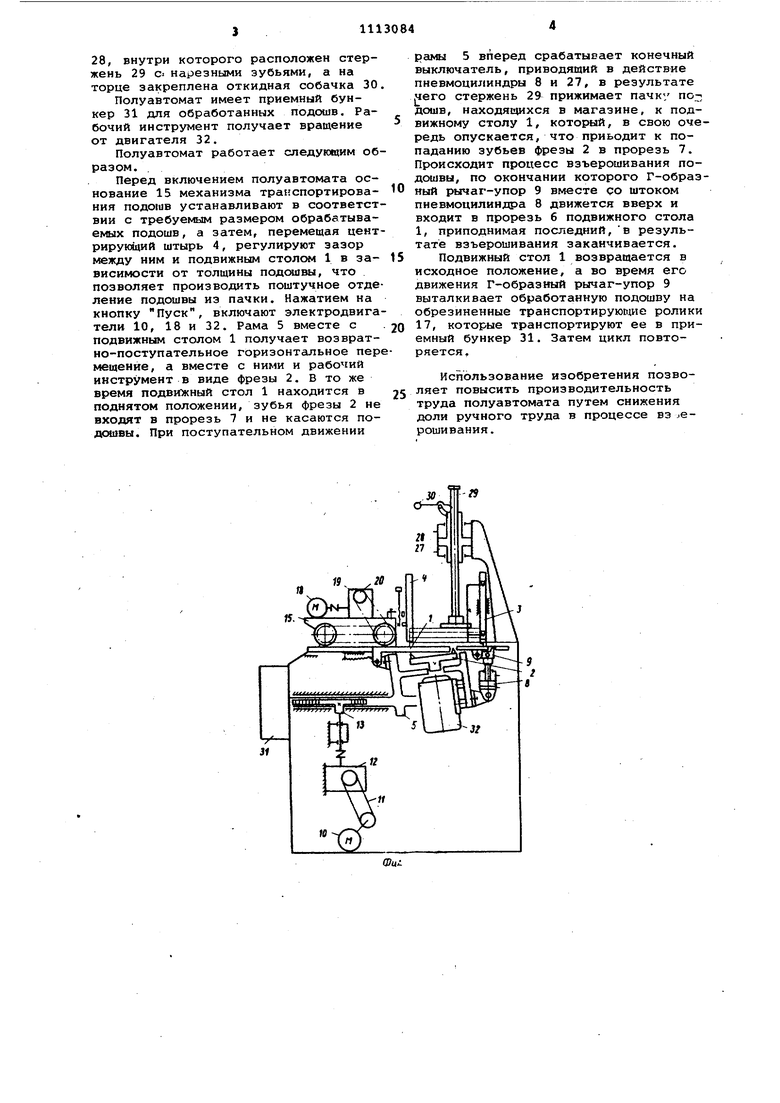
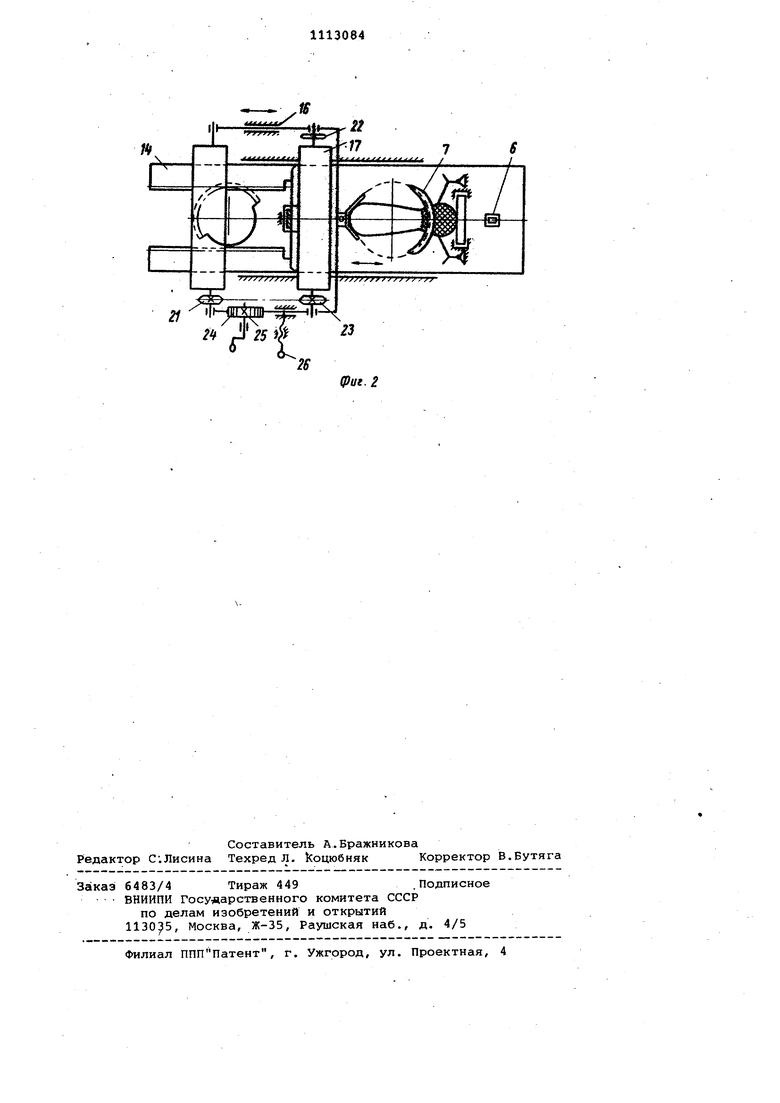
Изобретение относится к обувной промьаоленности, а именно к.полуавто матам для взъерошивания пяточной ча ти подошвы. Известен полуавтомат для взъерошивания подкаблучной части подошвы в соответствии с контуром фронта ка лука, содержащий стол, установленный с возможностью вращательного и возвратно-поступательного движения на станине, прижимное устройство, з крепленное на столе, взъерошивающие инструменты, расположенные в шахмат ном порядке на рабочей головке с во можностью вращения от привода, и приемный бункер 1) . Недостатком этого полуавтомата является низкая производительность вследствие того, что выгрузку подош осуществляют вручную. Известен полуавтомат для взъерошивания пяточной части подошвы, содержащий подвижный стол, расположен ное над столом средство для прижима подошв, рабочий инструмент с приводом его вращения, средство центри рования подошв, выполненное в виде двух центрирующих штырей, и механизм транспортирования подошв с узлом вывода подошв из зоны обработки 23 . Недостатки этого полуавтомата низкая производительность труда и невозможность осуществления качественной операции взъерошивания. Наиболее близким к предлагаемому является полуавтомат для взъерошивания пяточной части подошвы, содержащий подвижный стол, расположен ное над столом средство для прижима подошв, рабочий инструмент с при водом его вращения, средство для центрирования подошв, выполненное в виде двух центрирующих штырей, и ме ханизм транспортирования подошв с узлом вывода подошв из зоны обработ ки D.« Недостатком из-вестного полуавтомата является низкая производительность труда, так как загрузка деталей осуществляется вручную. Цель изобретения - повышение про изводительности труда. Поставленная цель достигается те что полуавтомат для взъерошивания пяточной части подошвы, содержащий подвижный стол, расположенное над столом средство для прижима подошв, рабочий инструмент с приводом его вращения, средйтво для центрировани подошв, выполненное в виде двух цен рирующих штырей, и механизм транспо тирования Подошв с узлом транспорти рования вывода подошв из зоны обработки, он имеет раму, несущую рабоч инструмент, при этом рама и подвижный стол одним из своих концов шарнирно соединены между собой и установлены с возможностью совместного воз вратно-поступательного горизонтального перемещения относительно средства для прижима подошв, стол имеет прорези и связан вторым своим концом посредством силового цилиндра с другим концом рамы, при этом узел вывода подошв из зоны обработки содержит поворотный Г-образный рычагупор, ось поворота которого шарнирно установлена на штоке силового цилиндра, один конец рычага-упора размещен в прорези стола, а его другой конец шарнирно соединен с вторым концом подвижного стола.. На фиг. 1 схематически изображен предлагаемый полуавтомат, вид сбоку; на фиг. 2 - то же, вид сверху. Полуавтомат для взъерошивания пяточной части подошвы содержит подвижный стол 1, расположенное над столом средство для прижима подошв, рабочий инструмент 2 с приводом его вращения, средство для центрирования подсаив, выполненное в виде двух центрирующих штырей 3 и 4, и механизм транспортирования подошв с узлом вывода подошв из зоны обработки. Полуавтомат имеет раму 5, несущую рабочий инструмент, выполненный в виде фрезы с твердосплавными пластинами. Рама и подвижный стол одними из своих концов шарнирно соединены между собой и установлены с возможностью совместного возвратно-поступательного горизонтального перемещения относительно средства для прижима подошв. Стол имеет прорези 6 и 7 и связан вторым своим концом посредством силового цилиндра 8 с другим концом рамы. Узел вывода подошв из зоны обработки содержит поворотный Г-образный рычаг-упор 9, ось поворота которого шарнлрно установлена на конце силового цилиндра, один конец рычага-упора размещен в прорези 6 стола, а его второй конец шарнирно соединен с вторым концом подвижного стола. Рама имеет возможность возвратнопоступательного горизонтального перемещения от привода, имеющего электродвигатель 10, ременную передачу 11, червячный редуктор 12, шестерню 13 и рейки 14. Механизм транспортирования подошв имеет основание 15 снаправляющими 16, в кот.ором расположены обрезиненные транспортирующие ролики 17, привод вращения которых состоит из электродвигателя 18, редуктора 19 и звездочек 20-23. Привод механизма транспортирования имеет рейку 24 и зубчатые колеса 25. Для фиксации основания 15 предназначен стопор 26. Средство для прижима подошв содержит пневмоцилиндр 27 с полым поршнем.
28, внутри которого расположен стержень 29 с нарезными зубьями, а на торце закреплена откидная собачка 30.
Полуавтомат имеет приемный бункер 31 для обработанных подошв. Рабочий инструмент получает вращение от двигателя 32.
Полуавтомат работает следующим образом.
Перед включением полуавтомата основание 15 механизма транспортирования подошв устанавливают в соответствии с требуемым размером обрабатываемах подошв, а затем, перемещая центрирующий штырь 4, регулируют зазор между ним и подвижным столом 1 в зависимости от толщины подсаивы, что позволяет производить поштучное отделение подошвы из пачки. Нажатием на кнопку Пуск, включают электродвигатели 10, 18 и 32. Рама 5 вместе с подвижным столом 1 получает возвратно-поступательное горизонтальное перемещение, а вместе с ними и рабочий инструмент в виде фрезы 2. в то же время подвижный стол 1 находится в поднятом положении, зубья фрезы 2 не входят в прорезь 7 и не касаются подошвы. При поступательном движении
рамы 5 вперед срабатывает конечный выключатель, приводящий в действие пневмоцилиндры 8 и 27, в результате чего стержень 29 прижимает пачк/ по дошв, находягцихся в магазине, к подвижному столу 1, который, в свою очередь опускается, что приводит к попаданию зубьев фрезы 2 в прорезь 7. Происходит процесс взъерошивания подошвы, по окончании которого Г-образный рычаг-упор 9 вместе со штоком пневмоцилиндра 8 движется вверх и входит в прорезь б подвижного стола 1, приподнимая последний,в результате взъерошивания заканчивается.
Подвижный стол 1 возвращается в исходное положение, а во время его движения Г-образный рычаг-упор 9 выталкивает обработанную подошву на обрезиненные транспортирующие ролики 17, которые транспортируют ее в приемный бункер 31. Затем цикл повторяется,
Использование изобретения позволяет повысить производительность труда полуавтомата путем снижения доли ручного труда в процессе вз jeрошивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ВЗЪЕРОШИВАНИЯ ПОДКАБЛУЧНОЙ | 1967 |
|
SU195351A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ ПО КОНТУРУ ПРОФИЛИРОВАННЫХ ПОДОШВ | 1968 |
|
SU217232A1 |
| Агрегат для обработки заготовки обуви | 1976 |
|
SU606574A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1969 |
|
SU244912A1 |
| ПОЛУАВТОМАТ ДЛЯ ШЛИФОВАНИЯ ДЕТАЛЕЙ НИЗА ОБУВИ | 1973 |
|
SU376081A1 |
| ПОЛУАВТОМАТ ДЛЯ ВЗЪЕРОШИВАНИЯ И ОБЕСПЫЛИВАНИЯ ВСЕЙ НЕХОДОВОЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ НИЗА ОБУВИ | 1968 |
|
SU221538A1 |
| Механизм шлифования неходовой стороны подошв | 1980 |
|
SU1273047A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| Устройство для перемещения детали низа обуви в рабочую зону | 1983 |
|
SU1466636A3 |
| Машина для взъерошивания края верха обувной заготовки | 1976 |
|
SU1223829A3 |
f9
X
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПОЛУАВТОМАТ ДЛЯ ВЗЪЕРОШИВАНИЯ ПОДКАБЛУЧНОЙ | 0 |
|
SU195351A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
