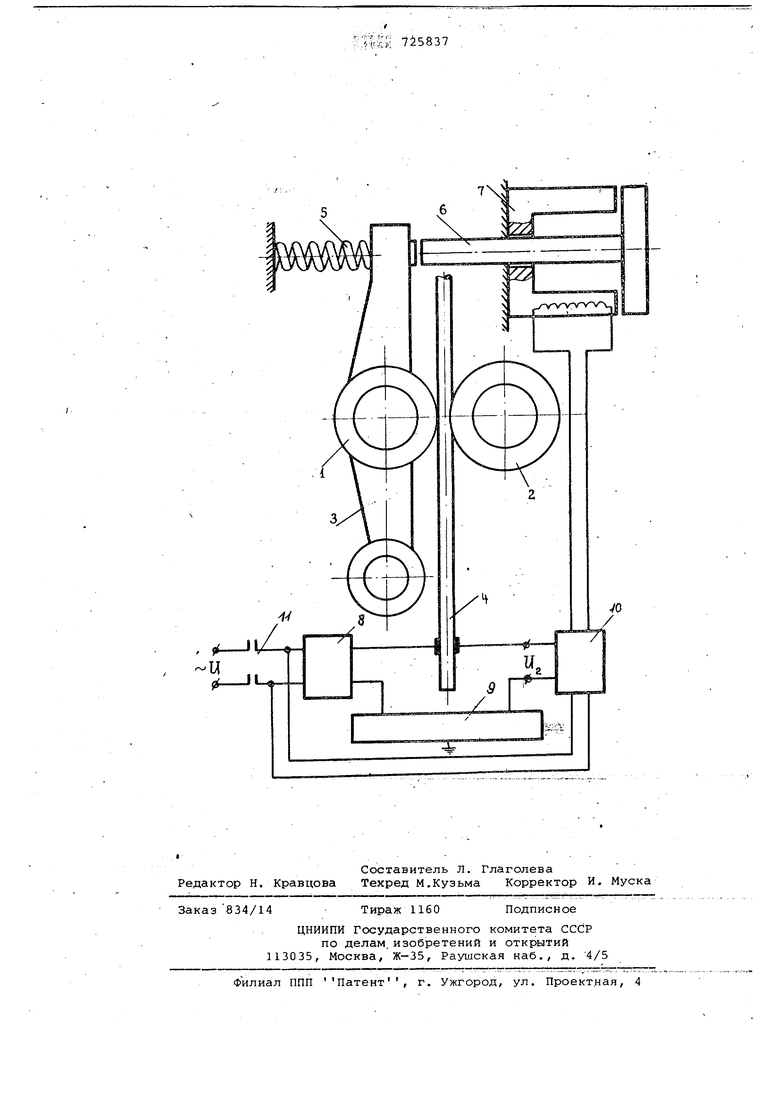
(54) УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ ПРИ СВАРКЕ ПЛАВЯЦИМСЯ ЭЛЕКТРОДОМ НИИ. ПёрвЪё состО;яние вЬэникает тогда напё)яжение U. на входов тиристорного ключа 10 больше напряжения и открывания тирнсторного ключа 10. Когда Между электродом 4и изделием 9 существует либо зазор, либо горит сварочная дуга, тогда U UQ. Второе состояние возникает Тогда, когда напрйженйё на входетиристорного ключа меньше напря ения UQ. . между электродом 4 и изделием 9 возникает короткое замыкание, тогда и /. UQ . Устройство работает следующим обра 3 ом. При включении установки замыкается контактор 11 сварочный и начинает вращаться ролик 2. На вход тиристорного ключаЮ поступает напряжение с вЬ1СО{ овольтной первичной и низковольт та 8 сваной вторичной цепей йсточн рочного тока.При наличии зазора межд;у электродом 4 и изделием 9 напряжение входетиристорнЬро ключа 10 больше напряжения U открывания этого ключа. Поэтому ключ 10 Закрыт и ka его выходе отсутствует напряжение первичной цепи источника 8 сварочного тока. Катушка электромагнита 7 оказывается обесточенной, в Силу чего элек тромагнит будет отключен, то есть он находится в не рабочей «состоянии. Под дайствием пружины 5 с помощью рычага 3 ролик 1 поджимает электрэд 4 к вращающемуся ролику 2, в сиЛу ЧёТ6 элёк ;1эделия 9. Tpiofl 4 подается в сторону
В момент коротко Го замикания межу электродом 4 и изделием 9 напряжение Од на входе тиристорного ключа 10 еньше напряжения UQ Открывания этого ключа. При этом ти ристорны1й ключ 10 6т крывается и на его выходе появляется йапрялсение первичной Цепи источника 8. Под действием этогЬ напряжения эле ктромагнит 7 срабатывает. Усиием электромагнита 7 через шток 6 сжимается пружина 5, в сйл чего посреДСтйом ры гага 3 прижимнэй ролик 1 отводится от вращающегося ролика 2. Связь ролика 2 с электродом 4 прекращается и электрод останавливается. При неподвйжнсял электроде 4 его металлический контакт с и быстро перегорает и в образовавшемся зазоре возбуждается сварочная .дуга. При дуговом разряде между электродом и изделием напряжение Uj Ьо/ поэтому тирйсторный ключ 10 зЙкрыв ается и напряжение первичной цепи,источнику 8 не поступает на кЖтуШкуэлектромаг
te---i- -J ctu-;:.;. 1,..
Формула изобретения
Устройство для поДачи электродной проволоки при сварке плавящимся электродом, содержащее механизм подачи электродной проволоки и управляющий 40 6ГО работой электромагнитный механизм, подключенный к источнику сварочного тока, отличающееся тем, что, с целью повышения надежности и .экономичности работы электромагнитного механизма, устройство снабжено тиристорным ключом, первый.вход которого подключен к первичной цепи источника питания, второй вход подключен к дуговому промежутку, а выход - к катушке электромагнитного механизма.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР . 274274, кл. В 23. К 9/06, 21.11.68. 2. Авторское свидетельство СССР № 29556, кл. В 23 К 9/10 30.04.30. нита 7. Электромагнит 7 отключается и ролик 1 под действием пружины 5 поджимает электрод 4 к вращающемуся ролику 2, вследствие чего электрод- 4 начинает подаваться в область сварочной дуги. Подключение электромагнитной катушки к первичной цепи источника сварочного тока через ключ, управляемый напрйжением вторичной цепи этого же источника, позволит включать электромагнит только в периоды коротких замыканий (в известном устройстве электромагнитная катушка работает в течение всего процесса сварки, а отключается в моменты короткого замыкания), чем будет обеспечено повычение долговечности и надежности его работы за счет сокращения времени работы, и снижение расхода электроэнергии на его питание. Экономический эффект от применения предлагаемого устройства определяется по формуле Э CNP/K, где С - годовой объем наплавленного металла (42,4 тыс.т); N - мощность электромагнита (1,2 КВТ); Р - стоимость электроэнергии (0,0064 руб/квт) К - производительность наплавки (10 кг/ч). . С учетом числовых значений из формулы следует, что 9 32563 руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ для двухэлектродной сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1981 |
|
SU998039A1 |
| Устройство автоматического регулирования длины дуги для сварки плавящимся электродом | 1978 |
|
SU749590A1 |
| МЕХАНИЗМ ИМПУЛЬСНОЙ ПОДАЧИ ПУЧКА ЭЛЕКТРОДОВ | 2007 |
|
RU2360774C2 |
| Способ сварки плавящимся электродом | 1980 |
|
SU961889A1 |
| Устройство для ручной дуговой сварки модулированным током | 1977 |
|
SU727361A1 |
| Аппарат для автоматической дуговой сварки | 1945 |
|
SU69807A1 |
| Способ регулирования сварочной дуги и устройство для его осуществления | 1985 |
|
SU1328103A1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1292959A1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1434636A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1061951A1 |