Известны головки для механизированной сварки электрозаклепками под слоем флюса, содержащие корпус с расположенными внутри него механизмом подачи электрода и токоподводящим устройством, а также флюсоподающее устройство и подающий пневмоцилиндр.
Однако эти головки имеют существенные недостатки. Например, поскольку непосредственный контакт между гибким силовым проводом, клеммным винтом и подвижной губкой в конструкции токопровода невозможен, токопроводящая медная губка делается неподвижной, и незначительный ее износ приводит к смещению электрода и ухудшению контакта. Для регулирования усилия прижима контактных губок токопровода к электроду в таком случае необходимо снимать силовой провод с клеммного винта, а это затрудняет контроль регулировки. Кроме того, возврат механизма подачи электрода в исходное положение с помощью пружины усложняет конструкцию и увеличивает габариты и вес головки.
Камерные дозаторы с тарельчатыми клапанами не исключают зависания флюса, головка не фиксируется от поворота вокруг своей оси.
ся качество сварки и повышается производительность.
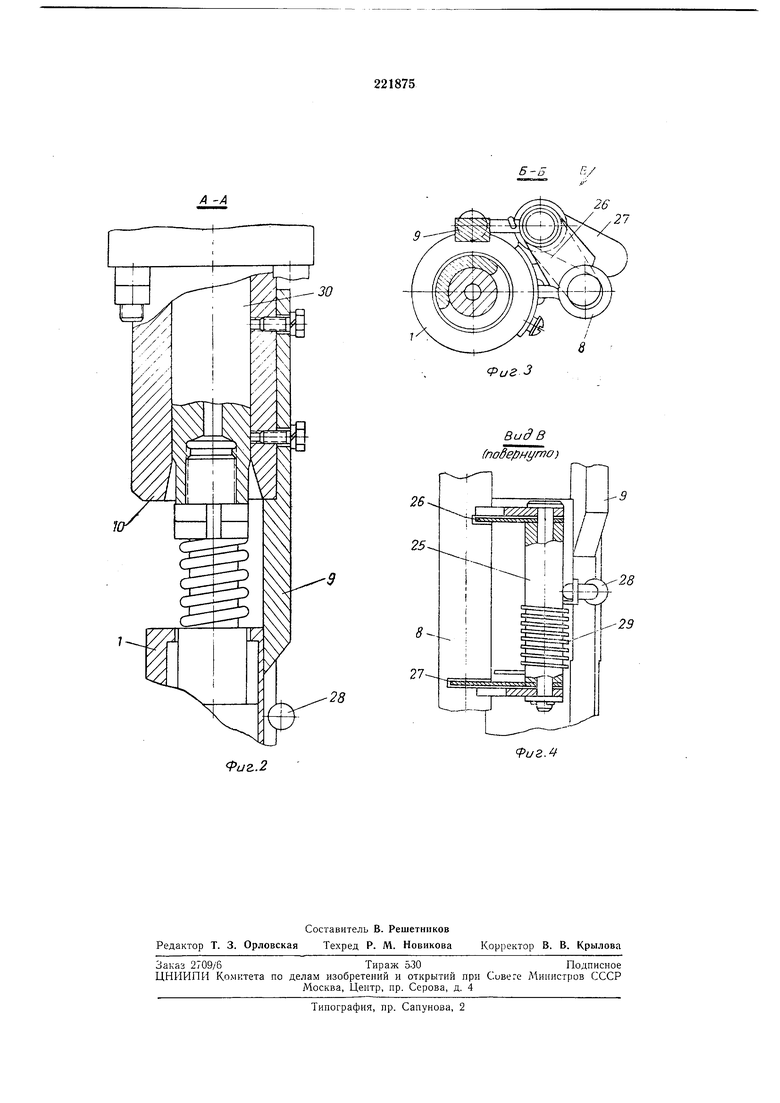
На фиг. 1 изображено предлагаемое устройство в продольном разрезе; на фиг. 2 - то же, разрез по А-А фиг. 1; на фиг. 3 - отсекатели с дозатором и корпусом, разрез по Б-Б фиг. 1; на фиг. 4 - то же, вид по стрелке В на фиг. 3.
Внутри корпуса / головки расположены корпус 2 механизма подачи электрода и корпус 3 токопровода. Оба эти механизма фиксируются в корпусе / с помощью стакана 4 и гайки 5. Плоская пружина 6 упирается в корпус 3 токопровода. К корпусу 1 снизу крепится мундщтук 7, а сбоку - флюсодозатор 8, кулак 9 которого (фиг. 2) смонтирован в крыщке 10 подающего пневмоцилиндра.
Механизм подачи электрода состоит из щтока //, конусной втулки 12 с шариковым зажимом 13 и пружины 14.
Токопровод состоит из неподвижной 15 и подвижной 16 контактных губок. В подвижной губке 16 установлен клеммный винт 17. скользящий в направляющей втулке 18, подпружиненный пружиной 19 и закрепленный гайкой 20. Для крепления силового провода к клеммному винту -служат гайки 21. При длительной работе головки губка 15, выполненная из износоустойчивой стали, практически не изнашивается, а износ медной губки /6
компенсируется ее поперечным смещением под действием пружины 19.
Мундштук 7 с флюсоподводящей трубкой 22 установлен в охлаждаемом мундштукодержателе 23. Мундштуковая часть электрически изолирована от корпуса 1 гайкой 5 и трубкой 24.
В головке применен трубчатый фдюсодозатор с поворотными отсекателями. Поворотная втулка 25 (фиг. 3 и 4) с отсекателями 26 и 27 при воздействии на рычаг 28 кулака 9 поворачивается, и отсекатели, входя в щели флюсовой трубки 8, перекрывают поток флюса, отмеряя определенную долю. Пружина 29 возвращает отсекатели в исходное положение. Трубчатая форма флюсодозатора исключает зависание флюса. Кулак 9 одновременно является щпонкой, закрепленной в пазу корпуса и предотвращающей поворот головки вокруг своей оси.
Шток 30 при движении поршня пневмоцилиндра вверх поднимает механизм подачи электрода до упора в бурт корпуса 1, после чего вся головка устанавливается в верхнее положение. Выступ крыщки 10 пневмоцилиндра, в который упирается корпус 1 головки, обеспечивает фиксацию головки. Кулак 9, отклоняя рычаг 28 дозатора, поворачивает втулку 25. Отсекатель 27 перекрывает трубку 8, и полость Г заполняется флюсом.
При движении поршня пневмоцилиндра вниз головка опускается, а мундштук 7 упирается в изделие, останавливая корпус 1.
Корпус 2 с механизмом подачи опускается
и далее, увлекая за собой электрод шариковым зажимом 13.
С момента упора электрода в изделие механизм подачи Продолжает двигаться вниз, пока корпус 2 не упрется в стакан 4.
После этого опускается лишь шток 11, который, достигнув шариков, своим торцом разжимает зажим 13. Пружина 6 отталкивает вверх токопровод с электродом, образуя зазор между изделием и электродом, необходимый для возбуждения дуги.
Шток 11, продолжая двигаться вниз, упирается буртом во втулку 12 и останавливается, после чего усилие пневмоцилиндра передается на сжатие листов свариваемого изделия. Флюсодозатор срабатывает, флюс из полости Г поступает в мундштук. Головка готова для сварки.
Предмет изобретения
Головка для автоматической сварки электрозаклепками под слоем флюса, состоящая из корпуса, внутри которого расположен механизм подачи электрода и токоподводящее
устройство, а также флюсоподающего устройства с флюсодозатором и подающего пневмоцилипдра, отличающаяся тем, что, с целью улучшения качества сварки и повышения производительности, флюсодозатор выполнен в
виде установленной на корпусе поворотной втулки, снабженной возвратной пружиной, двумя отсекателями и рычагом, взаимодействуюшпм со шпонкой, установленной в крышке подающего пневмоцилиндра.
Б-L
-/
-i
A -A
Риг.2
26
r
Риг -3
Вид В (подернуто)
,9
fuZ.