Изобретение относится к устройствам для сварки электрозаклеикамн тонкой злектродиой проволокой в среде защитных газов или под флюсом и иредназначено для использования в многоэлектродных автоматах при сварке электрозаклепками листовых и рамно-листовых конструкций.
Известны устройства для подачи электродной проволоки, содержапдие корпус с установленными в нем качающимся клещевым захватом, ириводом подачи и направляющей подачи проволоки.
Предлагаемое устройство от известных отличается тем, что клещевой захват установлен на валу с возможностью осевого перемещения иод действием кулачков, смонтированных в гайке. Последняя установлена на ходовом винте привода подачи. При этом на торце вала укреплен рычаг, взаимодействующий с ирофилироваииым по заданной программе изменеиия скорости подачи проволоки кулачком, жестко установленным на ходовом винте.
Кроме того, направляющая выполнена в виде систе.мы телескопических трубок, изогнутых по радиусу подачи проволок.
1 акое выполнение устройства увеличивает производ ггельиость, улучшает качество сварки и обеспечивает иоследовательиую порционную подачу электродных проволок со скоростью, не зависящей от скорости сварки.
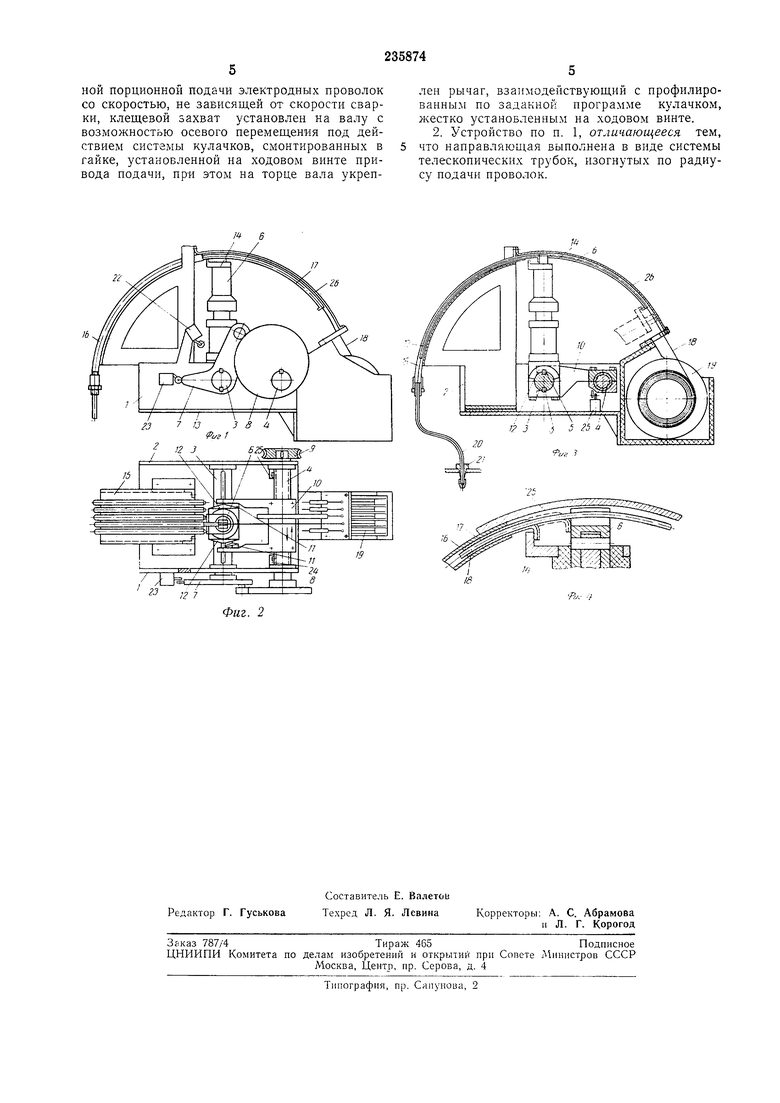
Па фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез устройства по оси клещевого захвата; на фиг. 4 - зона захвата телескоиических трзбок зацепом автоматического клещевого захвата.
Па несущих щеках 1 i 2 установлены поворотный вал .5 и ходовой винт 4. Па поворотном валу о установлен на скользящих итпонках 5 с возможностью осевого перемещения вдоль его продольной оси клещево захват 6 известной конструкции.
Па один из концов поворотного вала 3 жестко иасажеи поворотный рычаг 7, контактирующ;п1 с кулачком 8, спрофилированным по заданной программе из.менения скорости подачи электродной ироволоки и Лхестко иосажениым на конец ходового винта 4. Винт прпводится во вращение электродвигателем через
червячную передачу 9. Гайка 10, установленная на ходовом винте 4 п выполненная в впде скобы с укрепленными на ее внутренних плоскостях торцовыми кулачками //, охватывает клещевой захват 6 с установленными на его
боковых сторонах тopцoвы.:и кулачками 12. В верхней части корнуса 13 клещевой захват 6 снабжен зацепом 14.
направляющих электродную проволоку; система состоит из кронштейна со смоитированными на нем неиодвиукными трубками 16, внутри которых скользят подви кные трубки 17.
Электродная ироволока 18, намотанная на кассету 19, пропускается через трубки 16 и 17 и далее направляется трубками 20 к сварочным головкам (мундштукам) 21. Число кассет 19, трубок 16, 17 и 20 и сварочных головок 21 равно числу электродных проволок 18.
На несущей щеке / установлены конечные выключатели 22 и 23, замыкающие или размыкающие электрическую цепь управления захватом электродной проволоки 18, а иа несущих щеках 1 н 2 - конечные выключатели 24 и 25, включенные в пепь управления остановкой и реверсом электродвигателя.
Устройство содержит кожух 26, ограничивающий продольный прогиб трубок 17. Расстояние мелсду подаваемыми электродными ироволоками 1Ь равно шагу ходового впита 4, а высота кривой торцовых кулачков 11 и 12- половине шага ходового винта 4.
Работает устройство следующим образом.
После включения электродвигатель через червячную передачу У вращает ходовой впит 4 с кулачком 8. Поворотпый рычаг 7, контактируя с кулачком 8, поворачивает поворотный вал ;, а с иим клещевой захват 6, который совершает колебания с периодом, соответствующим одному обороту ходового впита 4. Г1оследний, вращаясь, перемещает вдоль своей оси гайки 10. За время перехода клещевого захвата 6 из крайпего переднего в крайнее заднее положенпе, соответствующее половине поворота ходового винта 4, контактирующие торцовые кулачки // и 12 клещевого захвата 6 и гайки 10, кривые которых в данный момент находятся в противофазе, перемещают клещевой захват 6 на половину шага между электродиымп ироволоками 18. Одиовременно гайка 10 увлекает за собой клещевой захват 6. Таким образом, клещевой захват 6 за время своего колебания из крайнего переднего в крайнее заднее положение (холостой ход) перемещается вдоль поворотного вала 3 на расстояние, равное шагу между электродными проволоками 18, переходя последовательио от одной электродной проволокп (нозиции) к другой. В момент пахожденпя в крайнем заднем положенпп клещевой захват 6 захватывает электродную проволоку 18 п при своем возврате в крайпее переднее положенпе (рабочпй ход) производит подачу проволокп (вре.мя сварки). При рабочем ходе клещевой захват 6 не перемещается вдоль поворотиого вала 3, так как кривые торцовых кулачков // и 12 совпадают ио фазе, и гайки 10 перемещаются вдоль ходового винта 4, все время выбирая зазор между торцовыми кулачками 11 и 12. Со следующим oGopoTOiM ходового в1П1та 4 пикл повторяется.
вым захватом 6 в конце хода нажимает на копечный выключатель 24 или 25, который выключает электродвигатель, одновременно подготовив электрическую цепь питанпя последпего для вращения в обратном направлении при последующем включении. После этого последовательиая подача электродных проволок 18 ведется в порядке.
После включения устройства, когда поворотный рычаг 7 в начале рабочего хода нажимает и а конечный выключатель 22, происходит захват п подача электродной проволоки 18 захватом 6. В коице рабочего хода клещевого захвата 6 поворотный рычаг 7 нажимает па конечный выключатель 23, и происходит освобождеиие и прекращение подачи электродной п)ОБо,;оки IS, что соответствует окоичап1по постановки одной электрозаклепкп.
Во время холостого хода клепгевого захвата 6 зацеп 14, захватив выступ подвижной трубки 17, вытягивает ее из неподвнжной трубки 16, возвращая в исходиое положение. Вследствие своей ширины зацеп 14 одновре-лшнпо иерекрывает три трубки /7. Поэтому при переходе клещевого захвата 6 от одной позиции к другой зацеи 14 все время находится в контакте с выстуиом вытягиваемой подвижной трубки /7.
Во время рабочего хода клещевого захвата 6 губки его, захватив электродную проволоку 18, толкают ее, и в то же время, упираясь в выступ подвкжпой трубки 17, заталкивают ее впутрь неподвпжной трубкн 16, а так как нроволока в п юцессе толкания паходптся впутри подвижиой трубки 17, она предохрапеца от продольного пзгиба.
При работе устройства может иметь место аварийный режим, вызываемый возникновеипем значительиого иротиводействия подаче электродной проволоки 18 (приваривание проволоки 18 к мундщгуку 21, упирание ее в деталь при иевозбуждении дуги и т. п.). При этом иоявляется оиаспость выхода устройства из строя. В этом сл}чае электродная ироволока 18 стремитс51 01:гаиов1Г1ъся или останавливается, а клещевой захват 6 иродолжает свое движение. Вследствие этого электродная нроволока 18 и подвижная трубка 17 стремятся сильно изогнуться, но упираются в кожух 26, а губки клещевого захвата, усилие которых отрегулировано с учетом аварийного режима регуляторо-м давления иневмосети или други1М подобным устройством, проскальзывают отпосительио проволоки 18, и работа продолжается.
П р е д мет и з о б р е т е и и я
i. Устройство для иодач электродиой проволоки, преимуществеино в миогоэлектродных автоматах, :о; ержащее корпус с установленным в нем качаю-щк.мся клещевы.м захватом, ириводом подачи и иаиравляющей подачи проволоки, отличающееся тем, что, с целью увеличения ироизводитсльпостп, улучшения качества сварки. обеспече ия последовательНОИ порционнон подачи электродных проволок со скоростью, не зависящей от скорости сварки, клещевой захват установлен на валу с возможностью осевого перемещения под действием системы кулачков, смонтированных в гайке, установленной на ходовом винте привода подачи, при этом на торце вала укреплен рычаг, взаимодействующий с профилированным по заданной программе кулачком, жестко установленным на ходовом винте.
2. Устройство по п. 1, отличающееся тем, что направляюи1,ая выполнена в виде системы телескопических трубок, изогнутых по радиусу подачи проволок.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1972 |
|
SU352726A1 |
| Устройство для подачи электроднойпроволоки | 1973 |
|
SU508355A1 |
| УСТРОЙСТВО для ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1972 |
|
SU346053A1 |
| Устройство для подачи электродной проволоки | 1972 |
|
SU496943A1 |
| КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ СЕТОК | 1967 |
|
SU193641A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОТЯГИВАНИЯ ПАРАЛЛЕЛЬНЫХ НАРУЖНЫХ ПОВЕРХНОСТЕЙВС':СС.ОЗНАЯ I | 1973 |
|
SU366939A1 |
| УСТРОЙСТВО для СВАРКИ сотовых КОНСТРУКЦИЙ | 1970 |
|
SU284219A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1971 |
|
SU290651A1 |
| КОНТАКТНОЙ СВАРКИ СЕТОК | 1971 |
|
SU322243A1 |
| БУРОВАЯ УСТАНОВКА | 1970 |
|
SU280386A1 |
Фиг. 2
