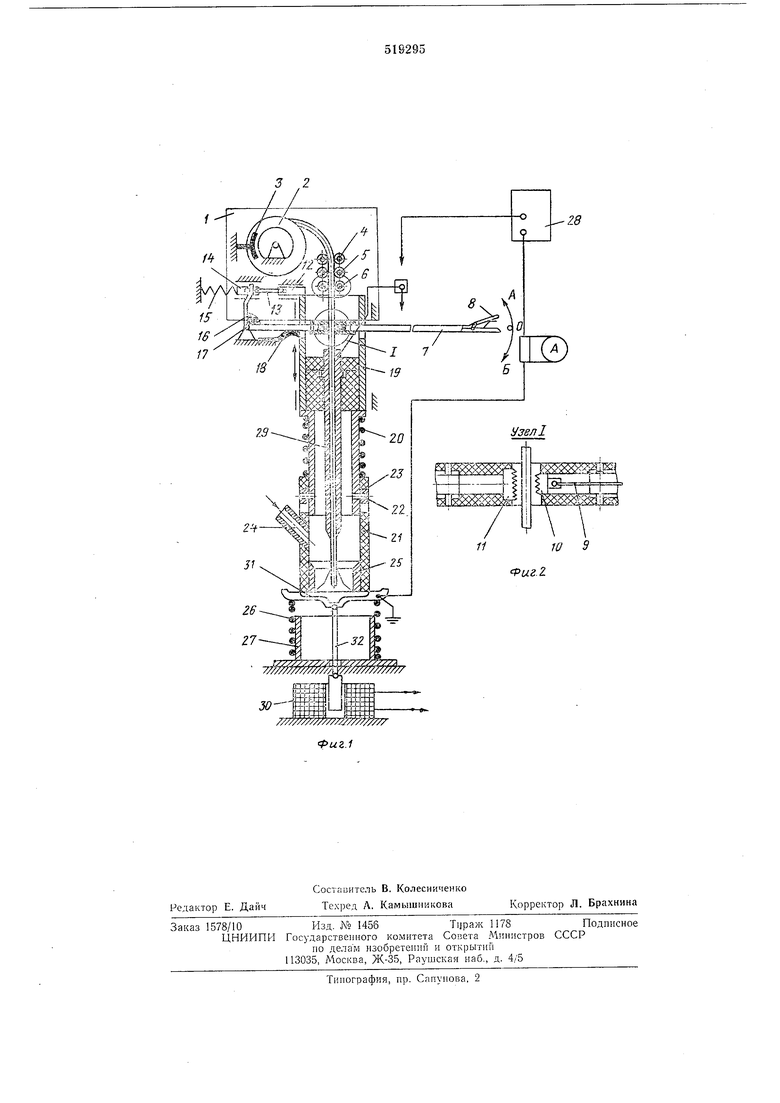
Сварочная головка состоит из неподвижного стакана 19, нружины 20, подвижного стакана 21.
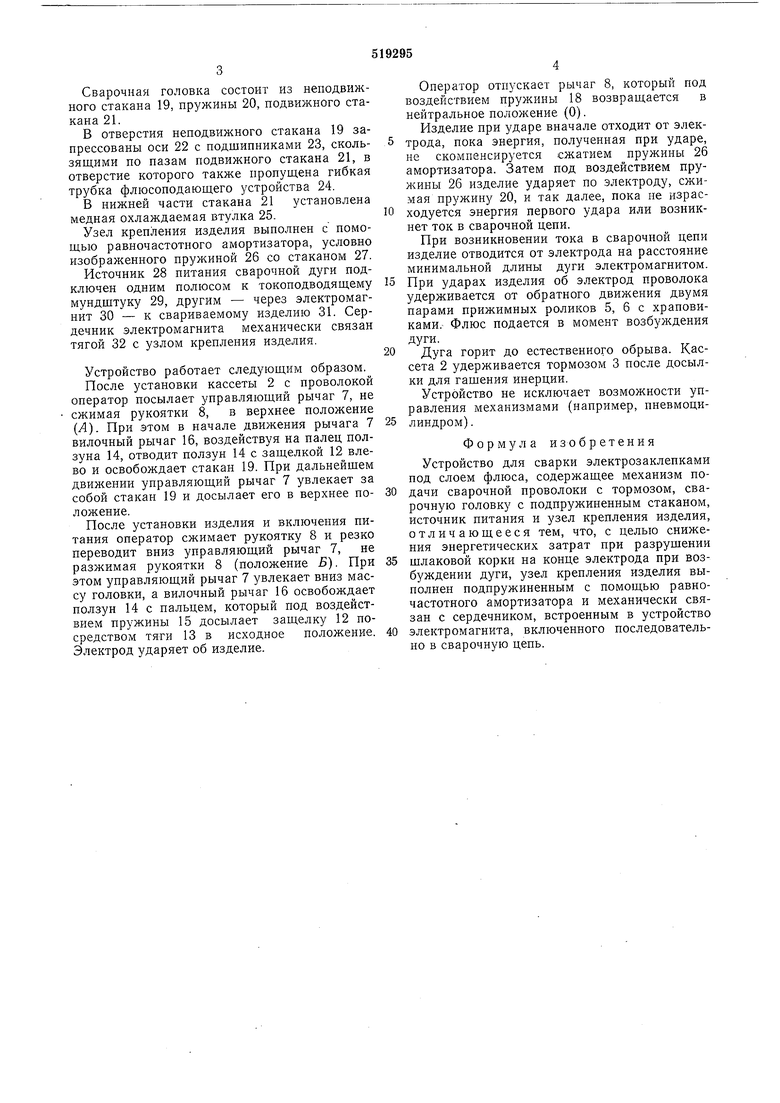
В отверстия неподвижного стакана 19 запрессованы оси 22 с подшипниками 23, скользящими по пазам подвижного стакана 21, в отверстие которого также пропущена гибкая трубка флюсоподающего устройства 24.
В нижней части стакана 21 установлена медная охлаждаемая втулка 25.
Узел крепления изделия выполнен с помощью равночастотного амортизатора, условно изображенного пружиной 26 со стаканом 27.
Источник 28 питания сварочной дуги подключен одним полюсом к токоподводящему мундщтуку 29, другим - через электромагнит 30 - к свариваемому изделию 31. Сердечник электромагнита механически связан тягой 32 с узлом крепления изделия.
Устройство работает следующим образом.
После установки кассеты 2 с проволокой оператор посылает управляющий рычаг 7, не сжимая рукоятки 8, в верхнее положение (А). При этом в начале движения рычага 7 вилочный рычаг 16, воздействуя на палец ползуна 14, отводит ползун 14 с защелкой 12 влево и освобождает стакан 19. При дальнейшем движении управляющий рычаг 7 увлекает за собой стакан 19 и досылает его в верхнее положение.
После установки изделия и включения питания оператор сжимает рукоятку 8 и резко переводит вниз управляющий рычаг 7, не разжимая рукоятки 8 (положение Б). При этом управляющий рычаг 7 увлекает вниз массу головки, а вилочный рычаг 16 освобождает ползун 14 с пальцем, который под воздействием пружины 15 досылает защелку 12 посредством тяги 13 в исходное положение. Электрод ударяет об изделие.
Оператор отпускает рычаг 8, который под воздействием пружины 18 возвращается в нейтральное положение (0).
Изделие при ударе вначале отходит от электрода, пока энергия, полученная при ударе, не скомпенсируется сжатием пружины 26 амортизатора. Затем под воздействием пружины 26 изделие ударяет по электроду, сжимая пружину 20, и так далее, пока не израсходуется энергия первого удара или возникнет ток в сварочной цепи.
При возникновении тока в сварочной цепи изделие отводится от электрода на расстояние минимальной длины дуги электромагнитом.
При ударах изделия об электрод проволока удерживается от обратного движения двумя парами прижимных роликов 5, 6 с храповиками.- Флюс подается в момент возбуждения дуги.
Дуга горит до естественного обрыва. Кассета 2 удерживается тормозом 3 после досылки для гашения инерции.
Устройство не исключает возможности управления механизмами (например, пневмоцилиндром).
Формула изобретения
Устройство для сварки электрозаклепками под слоем флюса, содержащее механизм подачи сварочной проволоки с тормозом, сварочную головку с подпружиненным стаканом, источник питания и узел крепления изделия, отличающееся тем, что, с целью снижения энергетических затрат при разрушении
шлаковой корки на конце электрода при возбуждении дуги, узел крепления изделия выполнен подпружиненным с помощью равночастотного амортизатора и механически связан с сердечником, встроенным в устройство
электромагнита, включенного последовательно в сварочную цепь.
/
«
L 13
15
j- f - i.
fc /x
4k;
// hi
/5
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сварки под флюсом | 1990 |
|
SU1727965A1 |
| Самозарядный спортивный пистолет | 1981 |
|
SU1055954A1 |
| Сварочная установка | 1979 |
|
SU872136A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1973 |
|
SU368001A1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ДЕТАЛЕЙ С ИЗНОШЕННОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2002 |
|
RU2215625C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Самозарядный спортивный пистолет | 1984 |
|
SU1229553A2 |
| Способ автоматической электродуговой наплавки и установка для его осуществления | 1989 |
|
SU1741998A1 |
| Аппарат для автоматической дуговой сварки | 1945 |
|
SU69807A1 |
| Головка для электродуговой сварки заклепочных швов | 1949 |
|
SU82872A1 |