Данное изобретение представляет собой устройство для формования профилированных деталей, которое может найти широкое применение в строительстве.
Известны устройства для формования профилированных деталей нескольких, например двух, непрерывно движущихся лент стекла, включающие прокатную мащину и формующее приспособление.
В предложенном устройстве для обеснечения возможности изготовления профилированных деталей с внутренней полостью формующее приспособление этого устройства оборудовано последовательно установленными с обеих его сторон боковыми прижимами, гладкими и профилированными роликами, а также верхним прижимным валиком.
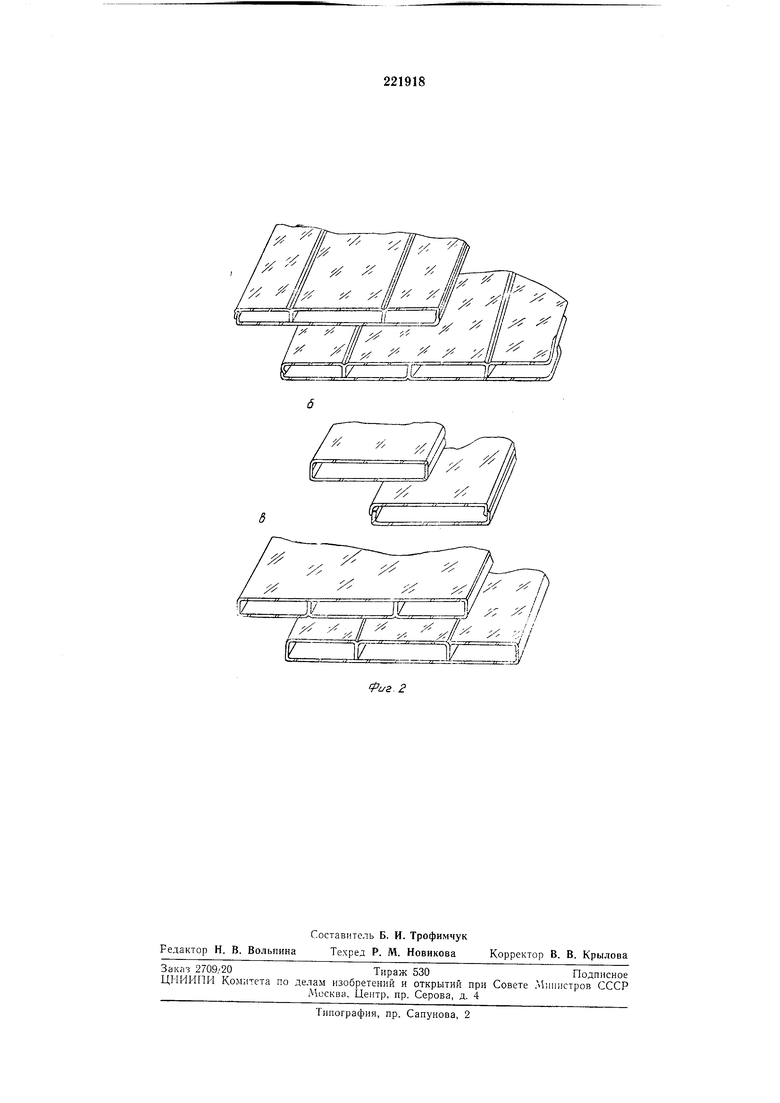
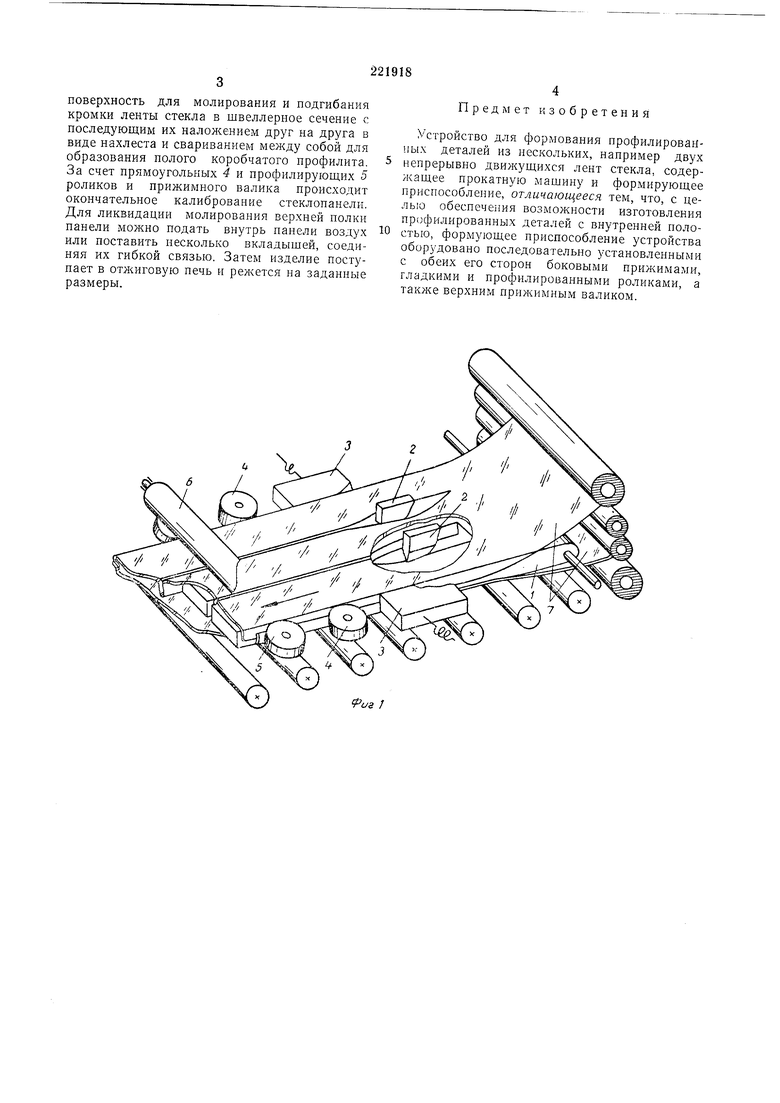
На фиг. 1 изображено данное устройство; на фиг. 2 - три варианта схем профилирования движущихся лент стекла. Строительные элементы могут формоваться в различных иснолнениях в виде замкнутых коробчатых сечений путем профилирования каждой ленты, движущейся одна над другой или профилированием только одной из них. Формование ленты может осуществляться в виде «щвеллеров - нижняя лента расположена полками вверх, а верхняя - полками вниз с последующим свариванием их при наложении друг на друга с боковыми щвами встык или внахлест.
Нижняя лента может приобретать первоначальную форму перед свариванием с верхней лентой в виде ребровой панели и формоваться с одним или несколькими ребрами жесткости. Формование двух лент осуществляют на одной прокатной мащине в разных горизонтальных плоскостях. Проекпии осей движения совмещены без каких-либо подсобных устройств и приспособлений. Обе ленты, одна из которых расположена над другой, одновременно поступают в формующее приспособление, профилируются в нем, отжигаются в печи и разрезаются механизмом.
Формующее устройство состоит из внутреннего вкладыща 1, имеющего клиновидно-калиброванные пазы, кл1П1Ья-диски 2, установленные перед пазами, боковые прижимы 3 с криволинейной новерхностью, прямоугольные
4 и профилирующие 5 ролики и прижимной валик 6.
Прокатанные ленты стекла 7 поступают в формующее устройство. Вкладыщ находится
между плоскостями лент стекла и за счет имеющихся в нем клиновидно калибрующих пазов и клиньев-дисков, расположенных перед пазами, молируются, калибруются и свариваются ребра жесткости заданного количества.
поверхность для мелирования и подгибания кромки ленты стекла в швеллерное сечение с последующим их налолсением друг на друга в виде нахлеста и свариванием между собой для образования полого коробчатого профилита. За счет прямоугольных 4 и профилирующих 5 роликов и прижимного валика происходит окончательное калиброваиие стеклопанелк. Для ликвидации молирования верхней полки панели можно подать внутрь панели воздух или поставить несколько вкладышей, соединяя их гибкой связью. Затем изделие поступает в отжиговую печь и режется на заданные размеры.
Предмет изобретения
Устройство для формования профилированьых деталей из нескольких, например двух
непрерывно движущихся лент стекла, содержащее прокатную машину и формирующее приспособление, отличающееся тем, что, с цель 0 обеспечения возмол ности изготовления профилированных деталей с внутренней полостью, формующее приспособление устройства оборудовано последовательно установленными с обеих его сторон боковыми прижимами, гладкими и профилированными роликами, а также верхним прил имным валиком.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ФОРМОВАНИЯ ПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ ИЗ СТЕКЛА | 1971 |
|
SU292897A1 |
| Способ изготовления элемента осадительного электрода электрофильтра | 2019 |
|
RU2701305C1 |
| УСТАНОВКА ДЛЯ ПРОФИЛИРОВАНИЯ | 2009 |
|
RU2501615C1 |
| ОБМОТОЧНАЯ МАШИНКА | 2003 |
|
RU2242815C1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ПРОФИЛИРОВ7?ТГНЫХ- СТЕКЛОИЗДЕЛИЙ | 1972 |
|
SU342838A1 |
| Устройство для формования профилированных стеклоизделий | 1984 |
|
SU1231016A1 |
| УСТРОЙСТВО ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2371271C2 |
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
| ФАСАДНАЯ СИСТЕМА С ОБЛИЦОВОЧНЫМИ ПАНЕЛЯМИ ИЗ ЗАКАЛЕННОГО СТЕКЛА | 2021 |
|
RU2803028C2 |
| ФОРМА С ГИБКОЙ ПОВЕРХНОСТЬЮ И СПОСОБ ЕЕ ПРИМЕНЕНИЯ | 2004 |
|
RU2317262C2 |