Область техники, к которой относится изобретение
Данное изобретение относится к усовершенствованию установки для профилирования, которая выполнена так, что, например, в профилирующей прокатной клети, имеющей четырехсторонние валки, комплект, который сформирован путем последовательной установки друг на друга подушек и обойм валков для шарнирного опирания соответствующих валков, заменяют путем извлечения только упомянутого комплекта в горизонтальном направлении, перпендикулярном направлению следования изделия. Более конкретно, изобретение относится к установке для профилирования, имеющей простую конструкцию, в которой внутренние рамы расположены в профилирующей прокатной клети с возможностью перемещения вверх и вниз, а механические конструкции расположены между противоположными друг другу поверхностями подушек и обойм валков и внутренних рам, тем самым исключая потребность в том, чтобы - за исключением исполнительного механизма для перемещения внутренних рам вверх и вниз - предусматривать другие механизмы, такие, как гидравлический цилиндр, для формирования и разборки комплекта и позиционирования подушек и обойм валков.
Предшествующий уровень техники
В профилирующем стане для труб, изготовленных посредством контактной сварки сопротивлением, предназначенном для формирования трубы из стальной плиты в форме полосы и представляющем собой универсальный заготовочный стан для материала полосы с приданием ему различных форм сечения и подобного, профилирующие валки в соответствующих профилирующих валковых клетях нужно очень часто заменять в соответствии с типами и размерами изделий. Поэтому в целях легкой замены валков за короткое время, до настоящего времени предложены различные устройства и способы осуществления упомянутой замены.
В случае замены только внутреннего узла валков при профилировании профилей прямоугольного сечения, соответствующий внутренний узел валков поднимают, вытаскивая его через верхнюю часть прокатной клети. После этого внутренний узел валков извлекают в направлении ширины материала, которое перпендикулярно направлению следования изделия, для замены новым внутренним узлом валков, который подготовлен отдельно, и этот внутренний узел валков возвращают в прокатную клеть в порядке, обратном вышеизложенному (патентный документ 1). В случае замены верхнего узла валков в прокатной клети профилирующего сварочного стана для труб, тоже можно проводить замену тем же самым образом (патентный документ 2).
В случае клети четырехсторонних валков, такой, как профилирующая клеть для труб, изготовленных посредством контактной сварки сопротивлением, и соответствующего стана, поскольку конструкция, в которой внутренняя конструкция клети (или просто внутренняя клеть) снабжена четырехсторонними валками, расположена в станине прокатной клети с возможностью перемещения вверх и вниз, нашел практическое применение способ замены всей внутренней клети новой внутренней клетью, снабженной четырехсторонними валиками и подготовленной отдельно (патентный документ 3).
Однако при этой конструкции на внутренней клети устанавливают только четырехсторонние валки, а прижимные устройства, такие, как домкраты и соединяемые с ними различные исполнительные механизмы, должны быть предусмотрены на внешней клети. Поэтому соединение и разъединение этих устройств усложняются, а кроме того, работы по автономному монтажу и демонтажу валков во внутренней клети тоже усложняются. Помимо этого, необходимо подготавливать множество внутренних клетей, и необходимы большие инвестиции в хранение этих внутренних клетей и в уход за местом их хранения.
Соответственно, предложена такая конструкция, в которой подушку верхнего валка для шарнирного опирания верхних валков с возможностью вращения, обоймы правого и левого боковых валков для шарнирного опирания с правого и левого боковых валков возможностью вращения и подушку нижнего валка для шарнирного опирания с возможностью вращения нижних валков собирают, укладывая их последовательно посредством вставления друг в друга или соединения посредством штырей, тем самым образуя комплект подушек валков, и извлекают этот комплект в горизонтальном направлении, перпендикулярном направлению следования изделия, чтобы заменить его другим комплектом подушек валков, который подготовлен отдельно (Патентные документы 4 и 5).
Перечень цитируемой литературы
Патентные документы
Патентный документ 1: JP-A-58-168441
Патентный документ 2: JP-B-3938918 (W02003/047783)
Патентный документ 3: JP-A-57-032829
Патентный документ 4: JP-B-3145480
Патентный документ 5: JP-B-3779839
Краткое изложение существа изобретения
Техническая задача
В любой из обычных установок для профилирования, которые выполнены так, что внутреннюю клеть, снабженную четырехсторонними валками, вставляют во внешнюю клеть, которая неподвижна в направлении следования изделия, с вертикального направления или горизонтального направления для установки внутри, а затем отсоединяют для переноса, необходимо предусматривать затраты на оснастку и место для хранения внутренних клетей, потому что множество внутренних клетей нужно подготавливать и хранить отдельно. Кроме того, и во внутренней клети, и во внешней клети обязательны поднимающие и извлекающие устройства для монтажа или демонтажа внутренней клети, датчики положения и устройства блокировки клети для гарантии монтажа или демонтажа внутренней клети, и подобное. Следовательно, конструкция установки усложняется, а также усложняется операция монтажа и демонтажа внутренней клети.
В конструкции, где комплект подушек валков, который образован путем укладки подушек и обойм валков для шарнирного опирания валков с возможностью вращения, после разъединения соединений с прижимными устройствами можно извлечь из прокатной клети в направлении ширины обрабатываемого материала, нет необходимости подготавливать такое множество внутренних клетей.
Однако в этой конструкции в соответствующей клети необходимо предусматривать гидравлические подъемные устройства, исполнительные механизмы и подобное для укладки подушек и обойм валков с целью формирования комплекта и его переноса, а также для позиционирования и блокировки подушек и обойм валков в заранее определенных положениях в прокатной клети, и при разборке комплекта, который введен в прокатную клеть. Поэтому усложняются не только конструкции этих монтирующих и демонтирующих устройств, но и операции монтажа и демонтажа этих устройств.
Задача изобретения состоит в том, чтобы разработать установку для профилирования, имеющую как можно более простую конструкцию, в которой замену валков можно легко проводить без монтажа гидравлических исполнительных механизмов и подобного для сборки и разборки комплекта подушек и обойм валков на внутренней раме или станине прокатной клети в случае, если в профилирующем стане для труб, изготовленных посредством контактной сварки сопротивлением, или в универсальном стане применяют конструкцию, предназначенную для замены комплекта, который образован путем укладки подушек и обойм валков для шарнирного опирания валков, путем извлечения комплекта из профилирующей прокатной клети в горизонтальном направлении, перпендикулярном направлению следования изделия.
Решение проблемы
Авторы изобретения провели различные исследования с целью исключения исполнительных механизмов различных типов для подъема и крепления подушек и обойм валков, а также применения как можно более простой конструкции в установке для профилирования, в которой комплект, сформированный путем последовательной укладки подушек и обойм валков друг на друга, можно вводить и извлекать в горизонтальном направлении, перпендикулярном направлению следования изделия в профилирующей прокатной клети. В результате, авторы изобретения сосредоточились на вставлении внутренних рам в профилирующую прокатную клеть с возможностью их подъема и опускания и на использовании движений подъема и опускания внутренних рам для формирования и разборки комплекта подушек и обойм валков.
Авторы изобретения также обстоятельно исследовали механические конструкции для использования движений подъема и опускания внутренних рам, и вследствие этого предложили конструкцию для удержания внутренних рам в профилирующей прокатной клети с возможностью подъема и опускания. Они обнаружили, что подушки и обоймы валков можно легко компоновать и крепить, используя такую конструкцию, в которой механические зацепляющиеся части типа «выпуклость - вогнутость» оказываются заранее расположенными на противоположных друг другу желаемых поверхностях подушек и обойм валков и внутренних рам, а после разъединения, например, с прижимным устройством, подушки и обоймы валков направляют, пользуясь движением опускания внутренних рам, чтобы таким образом последовательно сформировать комплект и создать возможность извлечения комплекта из прокатной клети, и наоборот, после разборки комплекта подушек и обойм валков, пользуясь движением подъема внутренних рам, подушки и обоймы валков направляют в заранее определенные положения в клети а потом соединяют с прижимным устройством. Авторы изобретения обнаружили, что, используя вышеописанную конструкцию, можно исключать исполнительные механизмы для подъема подушек и обойм валков в случае формирования или разборки упомянутого комплекта; так и было создано настоящее изобретение.
В частности, это изобретение представляет собой установку для профилирования, содержащую:
пару внутренних рам, имеющих пластинчатую форму и встроенных во внешней раме, которая предусмотрена вертикально стоящей на плите основания, с возможностью перемещения только в вертикальном направлении;
подушки верхнего и нижнего горизонтальных валков и обоймы правого и левого боковых валков, фиксируемые между внутренними рамами так, что оказываются отделяемыми друг от друга посредством механических конструкций;
два устройства регулирования положения для сближения друг с другом или отвода друг от друга подушек верхнего и нижнего горизонтальных валков, предусмотренные на внешней раме или плите основания;
два устройства регулирования положения для сближения друг с другом или отвода друг от друга правого и левого боковых валков, которые фиксированы между внутренними рамами, причем одно из устройств регулирования положения установлено на концевом участке между внутренними рамами, а другое установлено на внешней раме или между внутренними рамами с возможностью перемещения в вертикальном направлении; и
направляющую для замены, предусмотренную в нижней части внешней рамы в горизонтальном направлении, перпендикулярном направлению следования изделия,
при этом посредством упомянутых механических конструкций предотвращается перемещение в горизонтальном направлении подушек верхнего и нижнего горизонтальных валков и предотвращается перемещение в вертикальном направлении обойм левого и правого горизонтальных валков, когда внутренние рамы поднимаются, вследствие чего соответствующие подушки и обоймы валков фиксируются в заранее определенных положениях внутри внутренних рам, и эти фиксации снимаются, когда внутренние рамы опускаются, так что комплект подушек и обойм валков формируется путем установки обойм правого и левого боковых валков на подушке нижнего горизонтального валка и установки подушки верхнего горизонтального валка на обоймах правого и левого боковых валков, вследствие чего конфигурация комплекта обеспечивает его извлечение в направлении упомянутой направляющей.
Авторы изобретения также предлагают конструкцию, в которой подушки верхнего и нижнего горизонтальных валков и обоймы левого и правого боковых валков сцеплены посредством механических конструкций, которые выполнены между полосовыми элементами, предусмотренными на поверхностях рам и на подушках верхнего и нижнего горизонтальных валков и обоймах правого и левого боковых валков, противоположных поверхностям рам, и пазами, образованными между полосовыми элементами, и при этом - конструкцию, в которой плита основания, на котором внешняя рама предусмотрена стоящей вертикально, поддерживается с возможностью скольжения в горизонтальном направлении, перпендикулярном направлению следования изделия.
Эффекты изобретения
В соответствии с изобретением, используется конструкция, в которой внутренние рамы предусмотрены вертикально стоящими в профилирующей прокатной клети с возможностью подъема и опускания, а упомянутые механические конструкции, являющиеся простыми, расположены на противоположных друг другу поверхностях подушек и обойм валков и внутренних рам. За счет использования конструкции, выполненной с возможностью формирования и разборки комплекта подушек и обойм валков, использования движения подъема внутренних рам, а также выполненной с возможностью позиционирования боковых валков с использованием упомянутых механических конструкций, сцепляемых с внутренними рамами, отпадает необходимость предусматривать - за исключением исполнительных механизмов для подъема и опускания внутренних рам - исполнительные механизмы, такие, как гидравлические цилиндры, которые до сих пор были обязательными, для сборки и разборки комплекта и для позиционирования подушек и обойм валков. Поскольку управляющий механизм и движущий механизм для исполнительных механизмов не требуются, можно получить установку для профилирования, имеющую исключительно простую конструкцию.
В этом изобретении, прокатная клеть включает в себя, например, внешнюю раму и внутренние рамы, причем внешняя и внутренние рамы могут быть образованы из пластинчатых или каркасных элементов, а что касается механических конструкций, сцепляемых с подушками и обоймами валков, то можно применить простую конструкцию, предусматривающую например, сцепления «выпуклость - вогнутость», образуемые полосовыми элементами. В результате, можно упростить всю профилирующую прокатную клеть и уменьшить ее размеры.
Например, поскольку вышеописанные механические конструкции, которые могут препятствовать перемещениям в направлении поточной линии, а также в вертикальном и горизонтальном направлениях, перпендикулярных направлению поточной линии, предусмотрены на желаемых противоположных друг другу поверхностях обойм боковых валков и внутренних рам, нагрузки профилирования на обоймах боковых валков могут создаваться только внутренними рамами, а нагрузки профилирования на подушках верхних и нижних валков могут создаваться внешней рамой. Таким образом, можно достичь структурно рациональной конструкции.
Краткое описание чертежей
На фиг. 1А представлено пояснительное перспективное изображение, иллюстрирующее пример установки для профилирования, имеющей предусмотренные в клети четырехсторонние валки, в подключенном состоянии, в котором установка для профилирования эксплуатируется, и рассматриваемое спереди в направлении следования изделия.
На фиг. 1В представлено пояснительное перспективное изображение, иллюстрирующее еще один вариант осуществления установки для профилирования, имеющей предусмотренные в клети четырехсторонние валки, в подключенном состоянии, в котором установка для профилирования эксплуатируется, и рассматриваемое спереди в направлении следования изделия.
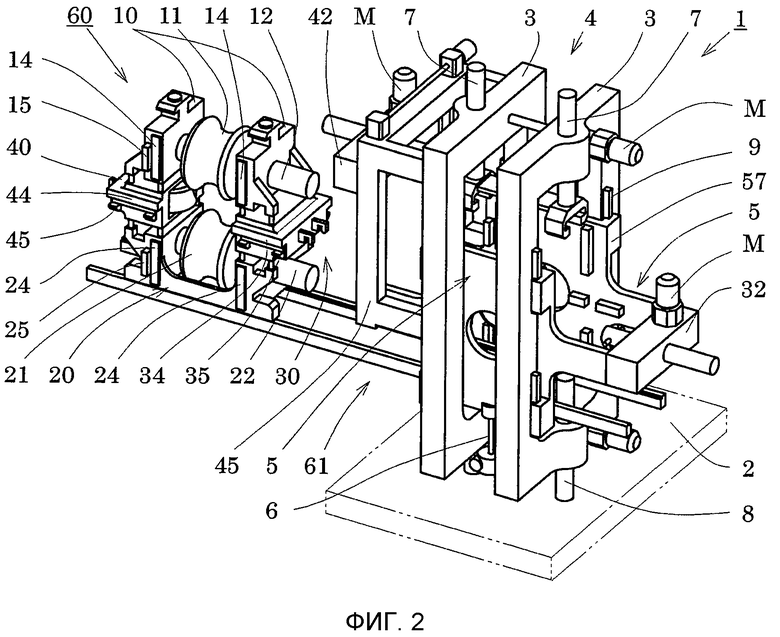
На фиг. 2 представлено пояснительное перспективное изображение, иллюстрирующее вариант осуществления установки для профилирования в отключенном состоянии, где комплект подушек и обойм валков извлечен из установки для профилирования, и рассматриваемое спереди в направлении следования изделия.
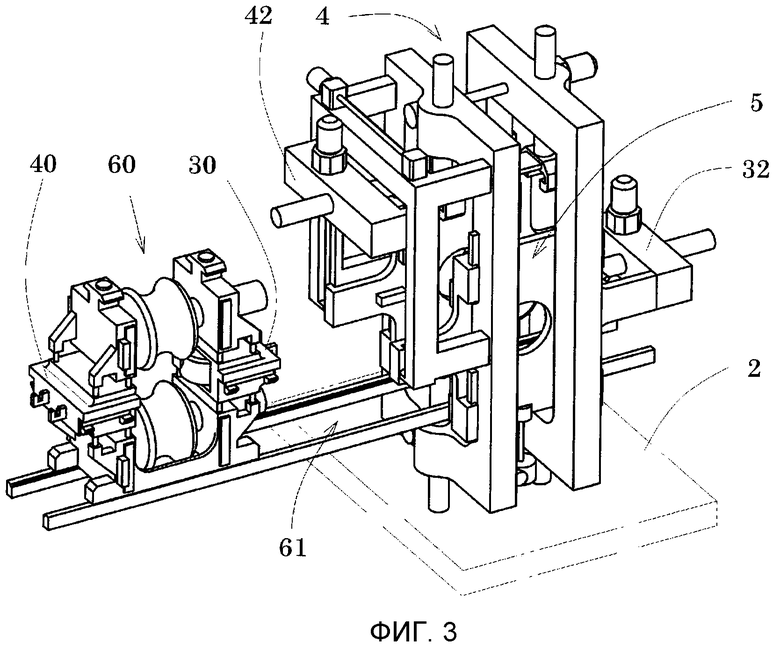
На фиг. 3 представлено пояснительное перспективное изображение, иллюстрирующее установку для профилирования согласно фиг. 2 и рассматриваемое с направления, которое отличается на 90 градусов в поперечном направлении согласно фиг. 2.
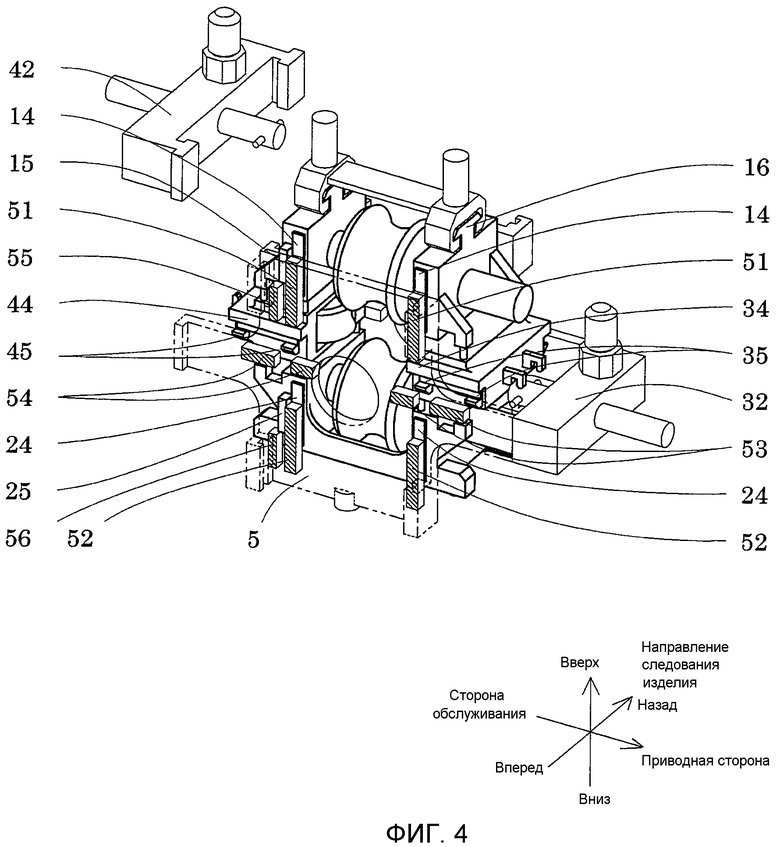
На фиг. 4 представлено пояснительное перспективное изображение, иллюстрирующее позиционную связь между соответствующими механическими конструкциями, которые предусмотрены на противоположных друг другу поверхностях внутренней рамы на впускной стороне в направлении следования изделия и упомянутого комплекта, и позиционную взаимосвязь между внутренней рамой и домкратами для обойм боковых валков в состоянии, в котором комплект подушек и обойм валков можно переносить во внутренние рамы или из них.
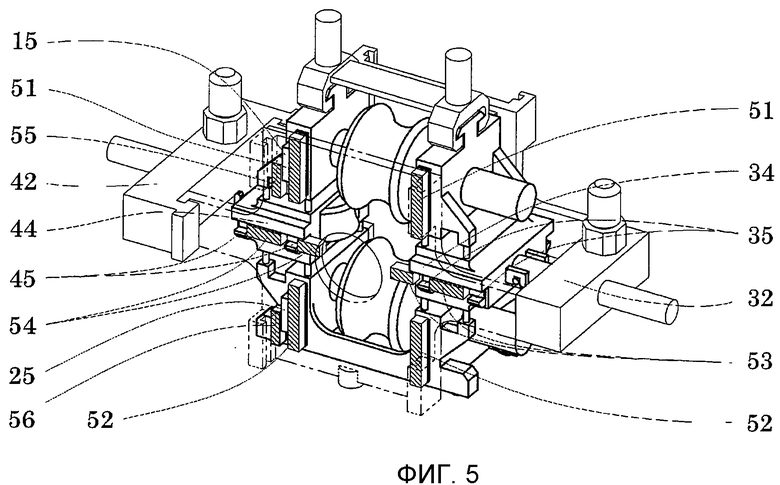
На фиг. 5 представлено пояснительное перспективное изображение, иллюстрирующее позиционную связь между соответствующими механическими конструкциями, которые предусмотрены на противоположных друг другу поверхностях внутренней рамы на впускной стороне в направлении следования изделия и поверхностях подушек и обойм валков, и позиционную взаимосвязь между внутренней рамой и домкратами для обойм боковых валков в состоянии, в котором внутренние рамы подняты вплоть до фиксированного положения.
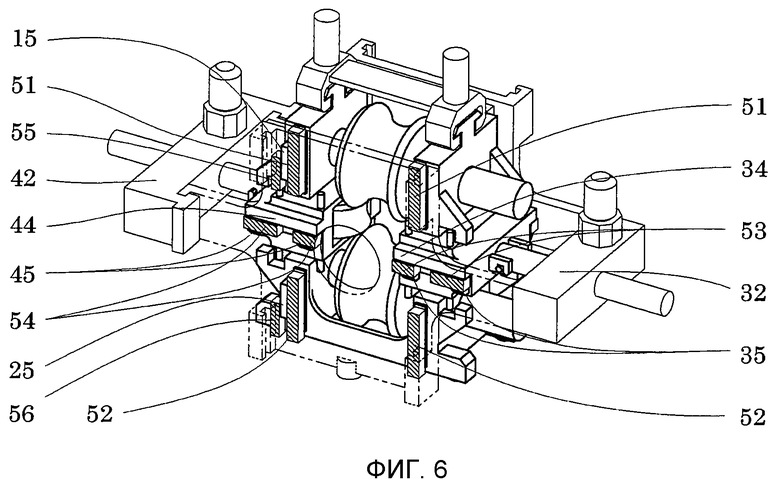
На фиг. 6 представлено пояснительное перспективное изображение, иллюстрирующее позиционную связь между соответствующими механическими конструкциями, которые предусмотрены на противоположных друг другу поверхностях внутренней рамы на выпускной стороне в направлении следования изделия и соответствующих подушек и обойм валков, и позиционную взаимосвязь между внутренней рамой и домкратами для обойм боковых валков в рабочем состоянии.
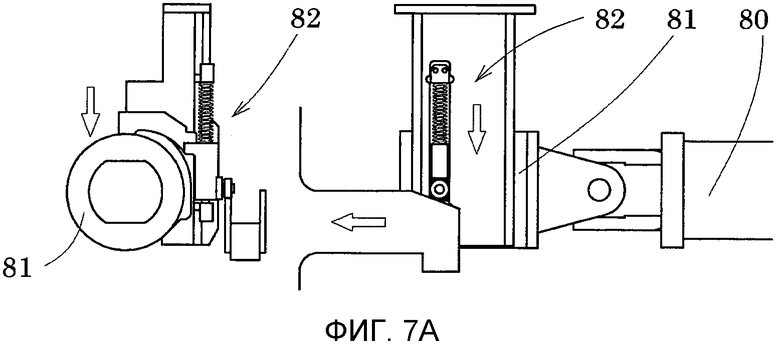
На фиг. 7А представлено пояснительное перспективное изображение, иллюстрирующее движение фиксации подпружиненного зажима, который предусмотрен в стыковочной части для соединения вала валка подушки верхнего валка и исполнительного вала для приведения его в движение, причем правая сторона на чертеже является передней стороной, если смотреть с впускной стороны в направлении следования изделия, а левая сторона представляет собой вид сбоку той же конструкции.
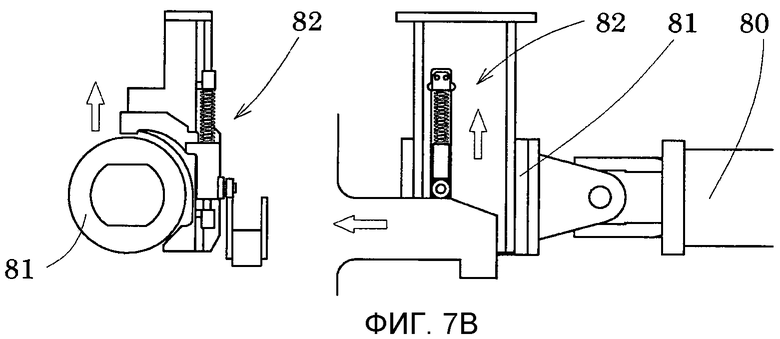
На фиг. 7В представлено пояснительное перспективное изображение, иллюстрирующее движение снятия фиксации подпружиненного зажима, который предусмотрен в стыковочной части для соединения вала валка подушки верхнего валка и исполнительного вала для приведения его в движение, причем правая сторона на чертеже является передней стороной, если смотреть с впускной стороны в направлении следования изделия, а левая сторона представляет собой вид сбоку той же конструкции.
Описание вариантов осуществления
Что касается профилирующей прокатной клети, то в этом изобретении можно применить конструкцию, включающую в себя внутренние рамы в форме плиты и внешнюю раму в форме прямоугольной рамы, которая вмещает и удерживает внутренние рамы, как показано в варианте осуществления, или любую известную конструкцию при условии, что профилирующую прокатную клеть можно снабдить профилирующими валками, такими, как четырехсторонние валки, подушками и обоймами валков для шарнирного опирания профилирующих валков, и прижимными устройствами, соединенными с соответствующими подушками и обоймами валков, для прижима обрабатываемого материала с их помощью, или устройствами регулирования положения для регулирования положений валков.
Способ установки подушек и обойм валков для формирования комплекта надлежащим образом выбирают из тех, которые предусматривают контакт встык между поверхностями, сцепление между штырем и отверстием или между стержнем и пазом, контакт поверхностей, и подобное, и наличие комбинации различных механических конструкций в соответствии с формами, размерами и массами соответствующих подушек валков на верхней и нижней сторонах и на обеих боковых сторонах.
Кроме того, для соединения соответствующих подушек и обойм валков с прижимными устройствами и устройствами регулирования положения можно применить любую из известных конструкций. Что касается прижимных устройств и устройств регулирования положения, то можно применить любую из известных конструкций, такую, как гидравлический исполнительный механизм, использующий давление масла или давление воды, домкрат, как показано в варианте осуществления.
Что касается внешней рамы, то можно применить любую из известных конструкций, таких, как пара прямоугольных рам, которые используются в варианте осуществления, а кроме того, пластинчатые элементы, имеющие форму ворот или форму плиты либо представляющие собой комбинацию формы ворот и формы плиты.
Что касается внутренних рам, то можно применить крестообразные элементы, используемые в варианте осуществления, а кроме того, плиты прямоугольной формы или восьмиугольной формы. Помимо этого, для снижения веса, в заранее определенных положениях плит могут быть выполнены вырезы или отверстия. В любом случае, на форму внутренних рам конкретных ограничений нет. Однако в варианте осуществления, в случае, когда внутренние рамы выполнены с возможностью выдерживания всех нагрузок обойм боковых валков, в зависимости от механизмов сцепления, рекомендуется надлежащим образом выбирать такую форму и размер, которые способствуют выдерживанию нагрузки.
Что касается подъемного устройства для внутренних рам, то можно применить любой из известных механизмов, такой, как гидравлический цилиндр и домкрат, который показан в варианте осуществления.
Что касается механических конструкций, которые предусмотрены на противолежащих поверхностях подушек и обойм валков и внутренних рам, то в варианте осуществления применяется пример образования выпуклых частей и пазов с использованием выпуклых полосовых элементов, чтобы за счет этого осуществить сцепление «выпуклость - вогнутость». Вместе с тем, в варианте осуществления можно применить любую из известных конструкций помимо этого примера при условии, что выполняются следующие функции.
В частности, комплект подушек и обойм валков формируют путем установки пары обойм боковых валков на верхней поверхности подушки нижнего валка, а затем - установки подушки верхнего валка на обоймах боковых валков так, чтобы она проходила по их верхним поверхностям. Помимо этого, положение подушек верхнего и нижнего валков регулируется в вертикальном направлении, а положение обойм боковых валков регулируется в горизонтальном направлении для позиционирования четырехсторонних валков внутри внутренних рам. Соответственно, подушки верхнего и нижнего валков выполнены с возможностью перемещения в вертикальном направлении, но позиционно зафиксированы расположенными в горизонтальном направлении, а обоймы боковых валков выполнены с возможностью перемещения в горизонтальном направлении, но позиционно зафиксированы расположенными в вертикальном направлении. Следовательно, необходима функция направления подушек и обойм валков с возможностью блокировки в положениях, соответствующих желаемым высотам, с помощью движений подъема и опускания внутренних рам. Как правило, требуется опирание подушек и обойм валков посредством выпуклых полосовых элементов и штырьевых элементов или направление подушек и обойм валков по желаемым пазам.
Что касается механической конструкции для обеспечения позиционирования или высвобождения обойм боковых валков относительно внутренних рам, то в случае соединения вала бокового валка с прижимным устройством либо их разъединения, или в случае позиционного регулирования между ними можно - как обычно - использовать вышеописанные механические конструкции для формирования и разборки комплекта, как показано в варианте осуществления. Помимо этого, можно также использовать отдельную независимую конструкцию.
Что касается конструкции для замены комплекта подушек и обойм валков путем переноса и извлечения комплекта по направляющей для замены, то после сборки комплекта с использованием движений подъема и опускания внутренних рам можно применить одну из известных конструкций.
Вариант 1 осуществления
На фиг. 1А представлено пояснительное перспективное изображение, иллюстрирующее вариант осуществления установки для профилирования и показано рабочее - включенное состояние, в котором четырехсторонние валки установлены в профилирующей прокатной клети 1. Как показано на чертеже, направление от иллюстрируемой стороны к стороне, находящейся в глубине, называется направлением следования изделия. Иллюстрируемая сторона на чертеже является стороной входа исходного материала, а сторона, находящаяся в глубине, является стороной выхода исходного материала. Как видно из этой клети, сторона входа исходного материала называется передней стороной, а сторона выхода исходного материала называется задней стороной. Кроме того левая сторона в поперечном направлении чертежа называется стороной обслуживания, а правая сторона в поперечном направлении чертежа называется приводной стороной.
На фиг. 2 и 3 установка для профилирования показана в отключенном состоянии, в котором комплект 60 подушек и обойм валков извлечен из профилирующей прокатной клети 1. Комплект 60 сформирован путем установки обойм 30, 40 боковых валков на подушке 20 нижнего валка, а также установки подушки 10 верхнего валка на обоймах боковых валков.
Профилирующая прокатная клеть 1 включает в себя внешнюю раму 4, которая состоит из пары прямоугольных рам 3, 3, и пары внутренних рам 5, 5, которые расположены внутри внешней рамы 4. Внешняя рама 4 выполнена так, что пара прямоугольных рам 3, 3 расположена параллельно через заранее определенный интервал на обеих сторонах согласно направлению следования изделия и установлена вертикально на плите 2 основания таким образом, что более длинные стороны прямоугольных рам 3, 3 направлены в вертикальном направлении, а более короткие стороны направлены в направлении следования изделия. Хотя это и не показано на чертежах, пара прямоугольных рам 3, 3 надлежащим образом снабжена горизонтальными рамами для соединения рам друг с другом на их верхних и нижних концах.
Внутренние рамы 5, 5 образованы из пары плит, которые противоположны друг другу и расположены через заранее определенный интервал в направлении следования изделия. В частности, каждая из плит установлена с возможностью подъема и опускания, при этом ее внутренняя поверхность на более длинной стороне в вертикальной плоскости, перпендикулярной направлению следования изделия, то есть, одной и той же вертикальной плоскости пары прямоугольных рам 3, 3, используется как направляющая.
Плиты, составляющие внутренние рамы 5, 5, являются плитами, имеющими, по существу, крестообразное сечение, и соответственно снабжены круглыми отверстиями, сквозь которые пропускается обрабатываемый материал, в центральных частях крестообразных плит. На вертикальных частях, которые расположены с обеих сторон круглых отверстий на противоположных поверхностях плит (см. фиг. 4 и 5), предусмотрены вертикальные полосовые элементы 51, 52, выполненные из стержней, для направления подушек 10, 20 верхнего и нижнего валков в вертикальном направлении. Кроме того, их противоположные поверхности упираются во внутренние поверхности на более длинных сторонах прямоугольных рам 3, 3, и помимо этого, на концах вертикальных частей предусмотрены сцепляющие части 57, сцепляемые с направляющими элементами 9, которые предусмотрены на боковых поверхностях на более длинных сторонах прямоугольных рам 3, 3.
С другой стороны, в горизонтальном направлении круглых отверстий внутренних рам 5, 5 выполнены горизонтальные части. Эти горизонтальные части соответственно снабжены горизонтальными направляющими 53, 54, образованными из пары коротких стержневых элементов, которые расположены через заранее определенный интервал в горизонтальном направлении с возможностью сцепления с обоймами 30, 40 боковых валков на противоположных поверхностях плит (см. фиг. 4 и 5).
Что касается подъемных устройств, действующих в вертикальном направлении, то на плите 2 основания внутри внешней рамы 4 предусмотрены подъемные устройства 6, 6, находящиеся в контакте с нижними концевыми элементами внутренних рам 5, 5 и удерживающие эти внутренние рамы 5, 5 с тем, чтобы обеспечивать перемещение внутренних рам вверх и вниз.
Что касается устройств регулирования положения в вертикальном направлении, то на частях рам - на более коротких сторонах прямоугольных рам 3, 3 - предусмотрены верхний и нижний домкраты 7, 8, которые расположены в верхней и нижней частях внешней рамы 4. Верхний и нижний домкраты 7, 8 соответственно соединены с подушкой 10 верхнего валка и подушкой 20 нижнего валка, так что прижимающие силы для воздействия на обрабатываемый материал можно прикладывать к верхнему и нижнему валкам 11, 12.
В качестве устройства регулирования положения в горизонтальном направлении, соединяемого с обоймой 30 правого бокового валка, на приводной стороне горизонтальных частей внутренних рам 5, 5 предусмотрены домкрат 32 и его источник М движущей силы. Домкрат 32 на приводной стороне имеет коробчатую форму и движется вверх и вниз вместе с внутренними рамами 5, 5, поскольку он расположен и заблокирован между внутренними рамами 5, 5 упомянутой пары.
Обойма 40 бокового валка на стороне обслуживания снабжена домкратом 42, имеющим коробчатую форму, в качестве устройства регулирования положения в горизонтальном направлении, соединяемого с обоймой 40 бокового валка. Снаружи прямоугольной рамы 3 на стороне обслуживания расположена рама 45 для вертикального движения, а домкрат 42 сцеплен с рамой 45 для обеспечения движения вверх и вниз и опирается на вертикально перемещающийся шток, который свисает из рамы 45. В частности, когда рама 45 в горизонтальном положении на стороне обслуживания движется вверх, пара внутренних рам 5, 5 на стороне обслуживания открываются, тем самым гарантируя вставление комплекта 60 во внутренние рамы или извлечение ее из них.
Хотя рама 45 для вертикального перемещения предусмотрена снаружи прямоугольной рамы 3 внешней рамы 4, можно также предусмотреть раму 45 для вертикального перемещения на концах горизонтальных частей пары внутренних рам 5, 5 на стороне обслуживания. Точно так же, когда домкрат движется вверх в этом месте, внутренние рамы 5, 5 на стороне обслуживания могут открываться, тем самым гарантируя вставление комплекта 60 во внутренние рамы или извлечение его из них.
Под плитами пары внутренних рам 5, 5 и около нижнего домкрата 8 расположена направляющая 61, которая простирается к стороне обслуживания в направлении, перпендикулярном направлению следования изделия.
В комплекте 60 подушек и обойм валков, четыре штыря предусмотрены вертикально установленными через заранее определенный интервал на соответствующих верхних поверхностях и нижних поверхностях пары обойм 30, 40 боковых валков, а соединительные отверстия предусмотрены в желаемых положениях в ножках, которые выполнены на нижней поверхности подушки 10 верхнего валка и на верхней поверхности подушки 20 нижнего валка. В случае сборки комплекта 60, штыри взаимодействуют с соединительными отверстиями, и этим операция укладки в комплект завершается. Кроме того, в нижней части подушки 20 нижнего валка предусмотрены колеса для обеспечения движения комплекта 60 по направляющей 61 для замены.
Хотя это и не показано на чертежах, вдоль направляющей 61 для замены расположен транспортер, так что L-образный сцепляющий инструмент можно перемещать посредством цепного привода. За счет сцепления L-образного сцепляемого приспособления с отверстием, которое предусмотрено в нижней концевой части подушки 20 нижнего валка на приводной стороне, комплект 60 можно перемещать в направлении направляющей. Кроме того, хотя это и не показано, на стороне обслуживания у направляющей 61 для замены расположена часть стола, перемещаемая в направлении (направлении следования изделия), перпендикулярном направляющей, с целью замены комплекта 60 новым комплектом 60, который подготовлен отдельно.
Теперь будут описаны механические конструкции, которые предусмотрены на поверхностях комплекта 60, противоположных внутренним рамам 5, 5. Как показано на фиг. 2, подушка 20 нижнего валка и подушка 10 верхнего валка соответственно снабжены направляющими плитами 24, 14, которые функционируют как поверхности скольжения, на их соответствующих вертикальных частях с обеих сторон. Кроме того, вертикальные ползуны 15, 25, образованные из коротких стержневых элементов, расположены параллельно снаружи направляющих плит 24, 14 на стороне обслуживания.
Обоймы 30, 40 боковых валков соответственно снабжены горизонтальными полосовыми частями 34, 44 в форме выпуклого ребра, имеющего длину, проходящую на всем протяжении горизонтальных частей в поперечном направлении. Под этими горизонтальными полосовыми частями 34, 44 соответственно предусмотрены горизонтальные направляющие элементы 35, 45, образованные выступающими короткими стержневыми элементами, расположенными через заранее определенный интервал в горизонтальном направлении, а между горизонтальными полосовыми частями 34, 44 и горизонтальными направляющими элементами 35, 45 образованы горизонтальные пазы, имеющие желаемую ширину.
Теперь, со ссылками на фиг. 4, 5 и 6, будет описано, как комплект 60 сцепляется с механическими конструкциями, когда внутренние рамы 5, 5 движутся вверх и вниз.
На фиг. 4 представлено пояснительное перспективное изображение, иллюстрирующее относительное расположение между механическими конструкциями, которые предусмотрены на противоположных друг другу поверхностях плиты и комплекта 60 на стороне входа в направлении следования изделия (передней стороне клети), когда комплект 60 вставлен между плитами пары, представляющей собой пару внутренних рам 5, 5, которые опущены в крайнее нижнее положение. На чертеже элементы, предусмотренные на плите, заштрихованы, чтобы отличить их от элементов комплекта 60.
На первом этапе, домкрат 42 на стороне обслуживания поднимают в крайнее верхнее положение внутри рамы 45 для вертикального перемещения с целью вставления комплекта 60 во внутренние рамы 5, 5.
Чтобы можно было вставить комплект 60 в заранее определенное вертикальное положение и остановить там, на плитах внутренних рам 5, 5 в относительных положениях, где должны упираться боковые поверхности вертикальных ползунов 15, 25 подушки 20 нижнего валка и подушки 10 верхнего валка на стороне обслуживания, предусмотрены вертикальные полосовые части 51, 52, образованные из стержневых элементов. Кроме того, длина вертикальных направляющих элементов 55, 56, которые образуют вертикальные пазы вместе с вертикальными полосовыми частями 51, 52, сделана меньшей, чтобы упомянутые элементы не смогли помешать вертикальным ползунам 15, 25 подушек 10, 20 верхнего и нижнего валков.
На противоположных поверхностях внутренних рам 5, 5 предусмотрены горизонтальные направляющие 53, 54, имеющие ширину, дающую возможность вставлять их в направляющие пазы между горизонтальными полосовыми частями 34, 44 и горизонтальными направляющими элементами 35, 45 обойм 30, 40 боковых валков, и образованные из пары коротких стержней, которые расположены в линию через заранее определенный интервал. Когда вставляют комплект 60, пара горизонтальных направляющих элементов 35, 45 обойм 30, 40 боковых валков располагаются над парой горизонтальных направляющих 53, 54 на плитах. Горизонтальные направляющие элементы 35, 45 сдвинуты от горизонтальных направляющих 53, 54, чтобы они не смогли помешать друг другу в случае вертикального перемещения, а зазоры заданы так, чтобы эти элементы и направляющие могли проходить мимо друг друга.
Как показано на фиг. 2 и 4, в состоянии, в котором комплект 60 вставляют, Т-образный элемент 16, предусмотренный на верхней поверхности подушки 10 верхнего валка, садится в сцепляющий паз, который образован в крюковой части на дистальном конце штока верхнего домкрата 7, тем самым лишая подушку 10 верхнего валка и верхний домкрат 7 возможности двигаться в направлении следования изделия. Следовательно, шток верхнего домкрата 7 заранее опущен в желаемое положение до вставления комплекта 60.
На фиг. 5 представлено пояснительное перспективное изображение, иллюстрирующее взаимное пространственное расположение между соответствующими механическими конструкциями, которые предусмотрены на противоположных друг другу поверхностях внутренней рамы 5 и поверхностях подушек и обойм валков, в состоянии, в котором внутренние рамы 5, 5 подняты домкратом 6 из крайнего нижнего положения в фиксированное положение, обоймы 30, 40 правого и левого боковых валков отделены от подушки 20 нижнего валка, а домкрат 42, который опустился внутри рамы 45 для вертикального перемещения, соединен с обоймой 40 бокового валка.
Вместе с тем, когда внутренние рамы 5, 5 поднимаются, верхний домкрат 7 срабатывает, поднимая подушку 10 верхнего валка. Поднимать подушку 10 верхнего валка можно также за счет опережающего срабатывания домкрата 7. В этот момент времени, штыри на верхних поверхностях обойм 30, 40 боковых валков извлекаются из отверстий под штыри в ножках подушки 10 верхнего валка, тем самым давая обоймам 30, 40 боковых валков возможность двигаться в горизонтальном направлении.
Когда внутренние рамы 5, 5 поднялись, вертикальные ползуны 15, 25 подушки 20 нижнего валка и подушки 10 верхнего валка совершают относительное движение, входя в пазы, которые образованы между вертикальными полосовыми частями 51, 52 и вертикальными направляющими 55, 56. Таким образом, вертикальные полосовые элементы оказываются выровненными в горизонтальном направлении, и тем самым осуществляется позиционирование в горизонтальном направлении.
Когда внутренние рамы 5, 5 поднялись, пара горизонтальных направляющих элементов 53, 54 на плитах проходит через зазоры горизонтальных направляющих элементов 35, 45 обойм 30, 40 боковых валков, упирающихся в горизонтальные полосовые элементы 34, 44. Хотя описана только сторона, передняя в направлении следования изделия, очевидно, что плита на задней стороне имеет такую же конструкцию. Поскольку обоймы 30, 40 боковых валков поднимаются обеими плитами, штыри обойм 30, 40 левого и правого боковых валков извлекаются из отверстий под штыри в подушке 20 нижнего валка, тем самым позволяя обоймам 30, 40 боковых валков двигаться в горизонтальном направлении.
Кроме того, в состоянии, в котором комплект 60 вставлен, шток домкрата, принадлежащий нижнему домкрату 8, который находится в устройстве регулирования положения на нижней стороне, упирается в нижнюю поверхность подушки 20 нижнего валка, тем самым позволяя поднимать или опускать саму подушку 20 нижнего валка.
На фиг. 6 представлено пояснительное перспективное изображение, иллюстрирующее позиционную связь между соответствующими механическими конструкциями в состоянии, в котором желаемые регулирования положений завершены, при переводе из состояния, в котором разбирают комплект 60, с помощью движения подъема внутренних рамы 5, 5, как показано на фиг. 5, в состояние, в котором верхний и нижний валки 11, 21 и правый и левый боковые валки 31, 41 зафиксированы в заранее определенных положениях внутри внутренних рам 5, 5.
Когда правый и левый боковые валки 31, 41 перемещаются в направлении сближения друг с другом посредством домкратов 32, 42 устройства регулирования положения, пара горизонтальных полосовых элементов 53, 54 на плите располагается в пазах между горизонтальными полосовыми частями 34, 44 и горизонтальными полосовыми элементам 35, 45 обойм 30, 40 боковых валков. Таким образом, горизонтальные полосовые элементы выровнены в вертикальном направлении, тем самым обеспечивая позиционное регулирование в вертикальном направлении.
В основном, суть такова, что валки можно вводить в нужные положения в рабочем состоянии путем подъема подушки 20 нижнего валка посредством нижнего домкрата 8 и путем опускания подушки 10 верхнего валка посредством верхнего домкрата 7.
В соответствии с вышеописанными механическими конструкциями, когда внутренние рамы 5, 5 поднимаются, обоймы 30, 40 боковых валков отделяются от подушки 20 нижнего валка и поднимаются вплоть до заранее определенного положения, причем подушка 20 нижнего валка остается в этом положении, а подушка 10 верхнего валка одновременно поднимается верхним домкратом 7. Таким образом, предотвращается перемещение подушки 20 нижнего валка и подушки 10 верхнего валка в горизонтальном направлении, перпендикулярном направлению следования изделия, и перемещение обойм 30, 40 боковых валков в вертикальном направлении, и поэтому комплект 60 оказывается разобранным.
Когда внутренние рамы 5, 5 поднимаются, штырь штока домкрата 32 сцепляется с соединительным приспособлением, которое предусмотрено на внешнем конце обоймы 30 бокового валка, и может автоматически соединяться с ним. Кстати, штырь штока домкрата 42, который опустился внутри рамы 45 для вертикального перемещения, может автоматически соединяться с соединительным приспособлением, которое предусмотрено на внешнем конце обоймы 40 бокового валка.
В частности, поскольку домкрат 32 выдвигается перед тем, как поднимаются внутренние рамы 5, 5, дистальный конец штока домкрата приближается к обойме 30 бокового валка на приводной стороне, а поскольку домкрат 42 опускается и выдвигается, дистальный конец штока домкрата приближается к обойме 40 бокового валка. Наряду с движениями подъема внутренних рам 5, 5, штыри на дистальных концах штоков домкратов соответственно садятся в U-образные блокирующие приспособления на концах обойм 30, 40, и после движений подъема каждый из штырей перемещается к центру за счет движений выдвижения домкратов 32, 42. Соответственно, горизонтальные направляющие элементы 35, 45 тоже отодвигаются от зазоров горизонтальных направляющих элементов 53, 54. В результате, обоймы 30, 40 боковых валков фиксируются в вертикальном направлении и фиксируются в горизонтальном направлении домкратами 32, 42 и фиксируются между внутренними рамами 5, 5 упомянутой пары в направлении следования изделия. Следовательно, внутренние рамы 5, 5 воспринимают всю нагрузку обойм 30, 40 боковых валков.
Ранее описан вариант осуществления, в котором соединение между подушкой 10 верхнего валка и штоком домкрата, принадлежащим верхнему домкрату 7, завершается одновременно с попаданием комплекта 60 во внутренние рамы 5, 5. Вместе с тем, можно также завершать соединение, когда внутренние рамы 5, 5 поднимаются. В частности, когда внутренние рамы 5, 5 поднимаются, подушка 10 верхнего валка, которая размещается на обоймах 30, 40 боковых валков, вступает в контакт со штоком домкрата, принадлежащим верхнему домкрату 7. Следовательно, подушка 10 верхнего валка может автоматически соединяться со штоком домкрата за счет того, что - для варианта осуществления - предусмотрено приспособление, сцепляемое с соединительной частью, которая образована поверх подушки 10 верхнего валка, когда внутренние рамы поднимаются, на дистальном конце штока домкрата.
Например, можно применить конструкцию, в которой между внутренними рамами 5, 5 и верхним домкратом 7 предусмотрен рычажный механизм, а подушка 10 верхнего валка сцеплена с пружиной, приводимой в действие зажимным элементом, который предусмотрен на дистальном конце штока верхнего домкрата, когда внутренние рамы 5, 5 поднимаются.
Подушка 20 нижнего валка также сцеплена с нижним домкратом, когда нижний домкрат поднимается, и движется, поднимаясь вплоть до желательного положения. Следовательно, нагружение подушек верхнего и нижнего валков обеспечивается прямоугольными рамами 3, 3 внешней рамы 4.
Теперь, со ссылками на фиг. 7A and 7B, будет описано соединение исполнительных валов, которые не показаны на фиг. 1А, с дистальными концами вала верхнего валка 12 и вала нижнего валка 22. Вал верхнего валка 12 и вал нижнего валка 22 соответственно снабжены шарнирами 81, соединяемыми с исполнительным валом 80 источника движущей силы, который не показан. Когда внутренние рамы опускаются, шарниры 81 удерживаются подпружиненными зажимными элементами 82, которые предусмотрены на внутренних рамах, и имеют возможность отделяться от валов валков. Когда внутренние рамы поднимаются, шарниры 81 высвобождаются из подпружиненных зажимов 82 посредством следящего механизма между наклонной поверхностью и рычагом.
За счет проведения вышеописанной операции, подушки и обоймы четырехсторонних профилирующих валков фиксируются в заранее определенном положении в соответствующей клети. Потом, за счет срабатывания прижимного устройства, можно проводить определенную операцию профилирования над обрабатываемым материалом, который пропускается через четырехсторонние валки. Чтобы сформировать комплект и извлечь его из профилирующей прокатной клети для замены валков, нужно лишь провести вышеописанную операцию в обратном порядке.
В частности, обоймы 30, 40 боковых валков возвращаются в положение укладки в комплект снаружи от центра клети за счет отвода и перемещения двух домкратов 32, 42. Затем зажимной элемент 70 T-образного элемента 16, который предусмотрен на верхней поверхности, высвобождается посредством движения опускания внутренних рам 5, 5, а подушка 10 верхнего валка размещается на обоймах 30, 40 боковых валков, которые удерживаются внутренними рамами 5, 5. Более того, нижний домкрат 8 поднимается, а подушка 20 нижнего валка ожидает на направляющей 61 для замены. Когда внутренние рамы 5, 5 опускаются дальше, обоймы 30, 40 боковых валков размещаются на подушке 20 нижнего валка, и тем самым формируется комплект 60. Когда внутренние рамы 5, 5 опустились в крайнее нижнее положение, сцепления между подушками 10, 20 верхнего и нижнего валков и внутренними рамами 5, 5 расцепляются, и комплект 60 может быть извлечен по направлению к направляющей 61 для замены.
Вариант 2 осуществления
Конструкция согласно варианту 2 осуществления такова, что плита 2 основания может перемещаться, скользя в направлении, перпендикулярном направлению следования изделия, в конструкции согласно вышеописанному варианту 1 осуществления. В частности, плита 2 основания, показанная на фиг. 1А, заменена скользящим основанием 90, которое оперто на полу с возможностью перемещения в горизонтальном направлении, и это скользящее основание 90 выполнено с возможностью регулирования положения посредством домкратов, которые прикреплены к полу.
В соответствии с такой конструкцией, регулирование положений всех четырехсторонних валков в клети можно проводить одновременно. Регулирование положений в вертикальном направлении относительно направления следования изделия можно осуществлять посредством движений подъема и опускания внутренних рам 5, 5, а регулирование положений в горизонтальном направлении можно осуществлять посредством перемещения скользящего основания 90.
Промышленная применимость
Как очевидно из вариантов осуществления, установка для профилирования в соответствии с данным изобретением имеет такую конструкцию, что можно формировать и разбирать комплект подушек и обойм валков при перемещениях подъема и опускания внутренних рам, а также можно позиционировать боковые валки, сцепляя их с внутренними рамами посредством соединения с домкратами и таким же образом регулировать положение. Поскольку, за исключением исполнительного механизма для перемещения внутренних рам вверх и вниз, нет необходимости предусматривать другие исполнительные механизмы, такие, как гидравлический цилиндр, для формирования и разборки комплекта и для позиционирования подушек и обойм валков, можно получить исключительно простую конструкцию.
Помимо этого, когда приходится заменять валки, можно заменять валки путем переноса только комплекта подушек и обойм валков, а комплект можно формировать или разбирать только за счет привода внутренних рам в движение подъема или опускания. Поскольку при формировании комплекта не требуются механизмы и операции управления для исполнительных механизмов, заменять валки можно посредством исключительно простой операции.
Перечень позиций чертежей
1 Профилирующая прокатная клеть
2 Плита основания
3 Прямоугольная рама
4 Внешняя рама
5 Внутренняя рама
9 Направляющий элемент
10 Подушка верхнего валка
20 Подушка нижнего валка
30 Обойма правого бокового валка
40 Обойма левого бокового валка
60 Комплект
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕТЬ ТУРКОГОЛОВЫХ ВАЛКОВ | 2009 |
|
RU2508174C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Универсальная прокатная клеть | 1988 |
|
SU1838009A3 |
| УСТРОЙСТВО ДЛЯ СМЕНЫ ВАЛКОВ С КЛИНОВЫМ РЕГУЛИРУЮЩИМ УСТРОЙСТВОМ | 2007 |
|
RU2438811C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2001 |
|
RU2201825C2 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ГОРЯЧЕЙ ИЛИ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОГО ПОЛОСОВОГО МАТЕРИАЛА | 2001 |
|
RU2283196C2 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2006 |
|
RU2302305C1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| СПОСОБ УСТАНОВКИ МАШИННЫХ УСТРОЙСТВ В ЛИНИЮ ИЗГОТОВЛЕНИЯ ПРОДУКЦИИ | 2005 |
|
RU2376089C2 |
Изобретение предназначено для упрощения замены профилирующих валков. Установка содержит пару внутренних рам пластинчатой формы, встроенных во внешней раме, вертикально установленной на плите основания, и выполненных с возможностью перемещения только в вертикальном направлении, подушки верхнего и нижнего горизонтальных валков и обоймы правого и левого боковых валков, зафиксированные во внутренних рамах и отделяемые друг от друга посредством механических конструкций. Извлечение комплекта валков без установки гидравлического механизма для формирования или разборки комплекта подушек и обойм валков обеспечивается за счет того, что внутренние рамы расположены в профилирующей прокатной клети с возможностью перемещения вверх и вниз. Механические конструкции сцепления «выпуклость - вогнутость» предусмотрены на противоположных поверхностях между соответствующими подушками и обоймами валков и внутренними рамами. После разъединения с прижимным устройством подушки и обоймы валков направляются за счет движения внутренних рам вниз, и происходит последовательное образование комплекта с возможностью его извлечения из прокатной клети. Комплект разбирают за счет движения внутренних рам вверх, а подушки и обоймы валков можно направлять в желаемые положения внутри клети и блокировать. 2 з.п. ф-лы, 7 ил.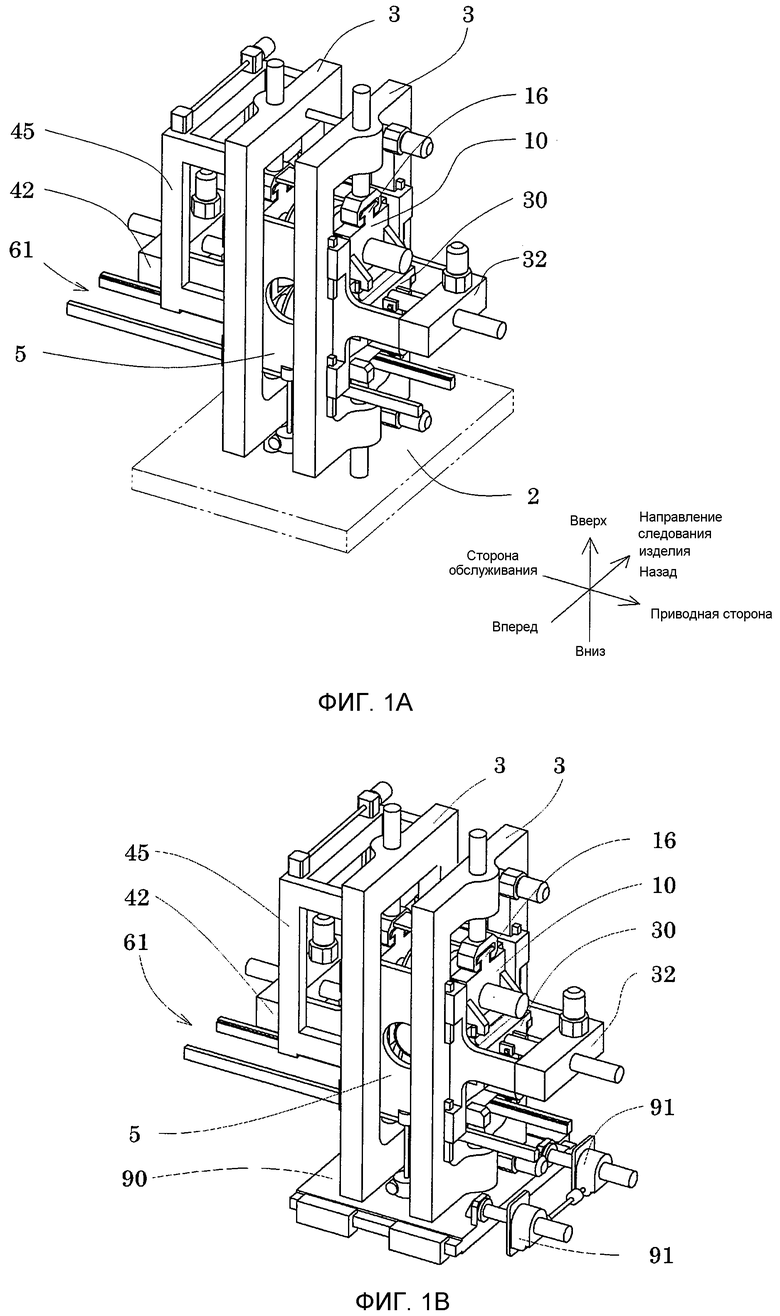
1. Установка для профилирования, содержащая пару внутренних рам пластинчатой формы, встроенных во внешней раме, вертикально установленной на плите основания, и выполненных с возможностью перемещения только в вертикальном направлении, подушки верхнего и нижнего горизонтальных валков и обоймы правого и левого боковых валков, зафиксированные во внутренних рамах и отделяемые друг от друга посредством механических конструкций, два устройства регулирования положения для сближения друг с другом или отвода друг от друга подушек верхнего и нижнего горизонтальных валков, установленные на внешней раме или плите основания, два устройства регулирования положения для сближения друг с другом или отвода друг от друга правого и левого боковых валков, зафиксированных между внутренними рамами, одно из которых установлено на концевом участке между внутренними рамами, а другое - на внешней раме или между внутренними рамами, с возможностью перемещения в вертикальном направлении, и направляющую для замены комплекта валков, установленную в нижней части внешней рамы в горизонтальном направлении, перпендикулярном направлению следования изделия, обоймы правого и левого боковых валков установлены на подушке нижнего горизонтального валка, а подушки верхнего горизонтального валка - на обоймах правого и левого боковых валков, с формированием комплекта подушек и обойм валков, конфигурация которого обеспечивает возможность извлечения комплекта в направлении направляющей, при этом установка выполнена с возможностью предотвращения перемещения подушек верхнего и нижнего горизонтальных валков в горизонтальном направлении и обойм левого и правого горизонтальных валков в вертикальном направлении с помощью упомянутых механических конструкций посредством фиксации подушек и обойм валков в заранее определенных положениях внутри внутренних рам при подъеме внутренних рам и снятия фиксации при опускании внутренних рам.
2. Установка для профилирования по п.1, в которой механические конструкции образованы сцеплениями между полосовыми элементами, установленными на поверхностях рам и на подушках верхнего и нижнего горизонтальных валков и обоймах правого и левого боковых валков, противоположных поверхностям рам, и пазами, образованными между полосовыми элементами.
3. Установка для профилирования по п.1, в которой плита основания с вертикально стоящей внешней рамой установлена на опоре, обеспечивающей возможность скольжения в горизонтальном направлении, перпендикулярном направлению следования изделия.
| JP 11267761 A, 05.10.1999 | |||
| Универсальная клеть двойного назначения для прокатных станов и устройство для замены валков на таких клетях | 1989 |
|
SU1729281A3 |
| Способ замены рабочих валков прокатной клети с Т-образными подушками и линия прокатной клети | 1990 |
|
SU1731315A1 |
| Рабочая клеть стана косой прокатки труб | 1972 |
|
SU528022A3 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |

