Известны расточные станки для обработки блока и картера сцепления автомобильного двигателя, снабженные шпиндельными головками, (расположенными на станине, механизмом ориентации борштанг и приспособлением для крепления изделий.
Недостатком этих станков является малая точность обработки глубоких отверстий.
С целью повышения точности обработки шпиндельные головки и приспособление для крепления изделий в предлагаемом расточном станке выполнены подвижными, перемещаемыми, соответственно, на величину рабочих ходов и величину установочных перемещений с помощью независимых механизмов, например гидроцилиндров, причем приспособление для крепления изделия выполнено в виде тележки-кондуктора, обеспечивающей установку изделия и направление инструментов.
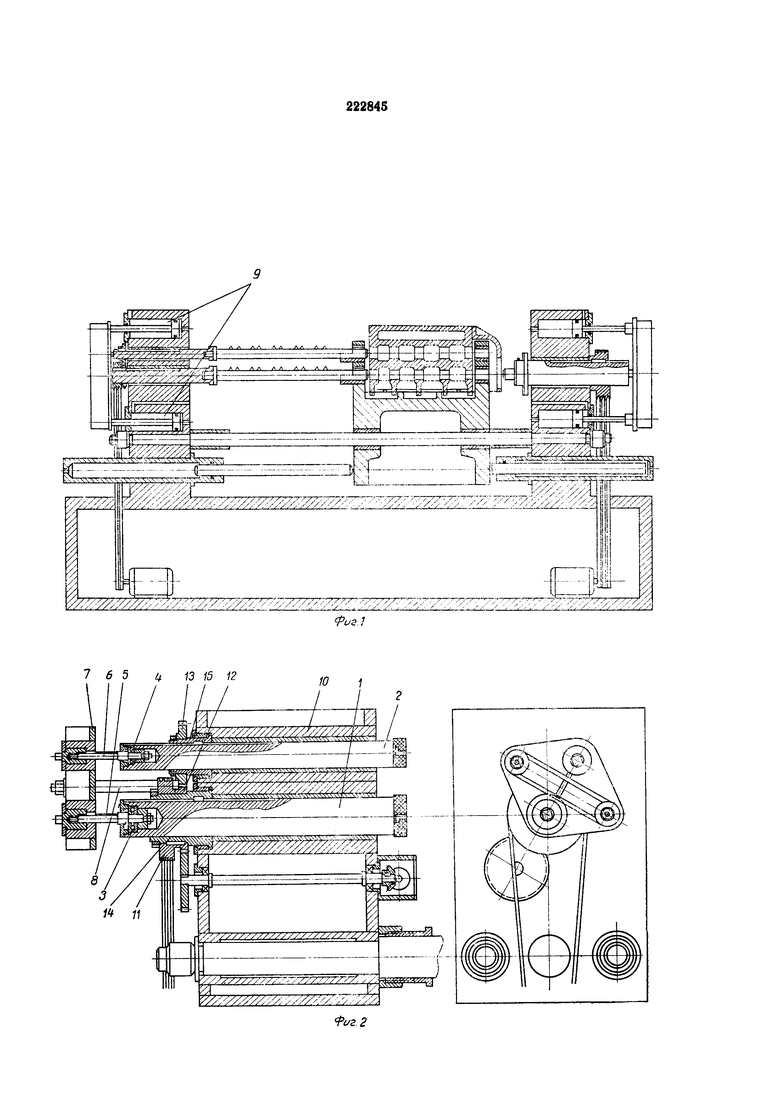
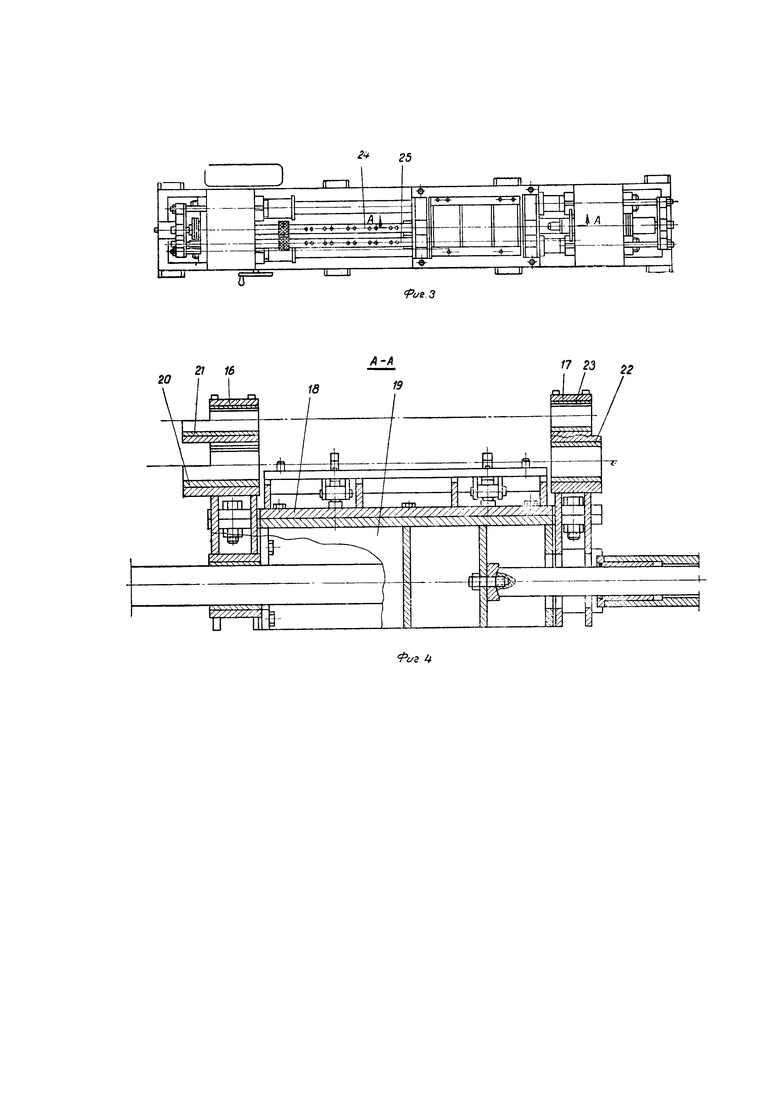
На фиг. 1 представлена кинематическая схема станка; на фиг. 2 - передняя бабка; на фиг. 3 дан общий вид станка; на фиг. 4 изображена тележка-кондуктор.
Шпиндель 1 для расточки гнезд вкладышей и шпиндель 2 для расточки втулок распределительного вала через упорные подшипники 3 и 4 и тяговые винты 5 и 6 связаны с траверсой 7, жестко соединенной со штоками 8 двух гидравлических цилиндров 9, выполненных в теле корпуса 10 передней бабки станка. Шкив 11 и шестерни 12 и 13, передавая крутящий момент от электродвигателя к шпинделям, зафиксированы от осевого перемещения ограничительными втулками 14 и 15, на которых они закреплены.
Таким образом, шпинделям одновременно сообщается два движения - вращательное и возвратно-поступательное, причем одинаковая скорость осевого перемещения шпинделей регулируется гидравлической системой.
Тележка-кондуктор состоит из передней 16 и задней,17 стоек, связанных.между собой установочной плитой 18 в верхней части и сварным жестким каркасом 19 - в нижней. Подшипники скольжения 20, 21, 22 и 23, расположенные в отверстиях верхних частей передней и задней стоек, попарно центрируют борштангу 24 для расточки гнезд вкладышей и борштангу 25 для расточки втулок распределительного вала при их перемещении во время рабочего хода. В нижних частях передней и задней стоек установлены аналогичные подшипники скольжения - опоры тележки-кондуктора при ее перемещении вдоль станка по направляющим опорам до упора в ограничители у передней и задней бабок.
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Станок для расточки коренных подшипников и корпусных (базисных) деталей автомобилей и тракторов при ремонте | 1954 |
|
SU101079A1 |
| Глубокорасточной станок | 1976 |
|
SU582918A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| Глубокорасточный станок | 1990 |
|
SU1745428A1 |
| Приспособление для расточки конических отверстий | 1937 |
|
SU53952A1 |
| МАЛОГАБАРИТНЫЙ СТАНОК ДЛЯ ВОССТАНОВЛЕНИЯ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ БЛОКА ЦИЛИНДРОВ | 1998 |
|
RU2157747C2 |
| Устройство для доворота и фиксации борштанги горизонтально-расточного станка | 1980 |
|
SU984710A1 |
| Станок для расточки глубоких сквозных отверстий | 1981 |
|
SU956173A1 |
1. Расточной станок для обработки блока и картера сцепления автомобильного двигателя, снабженный шпиндельными головками, расположенными на станине, механизмом ориентации борштанг и приспособлением для крепления изделий, отличающийся тем, что, с целью повышения точности обработки глубоких отверстий, шпиндельные головки и приспособление для крепления изделий выполнены подвижными, перемещаемыми, соответственно, на величину рабочих ходов и величину установочных перемещений с помощью независимых механизмов, например гидроцилиндров.
2. Станок по п. 1, отличающийся тем, что приспособление для крепления изделия выполнено в виде тележки-кондуктора, обеспечивающей установку изделия и направление инструментов.
