Известны устройства для снятия излишков припоя при лужении, например, конденсаторов, выводов деталей и пр. Но эти устройства непригодны для снятия излишков припоя с проводников печатных плат, поскольку у последних трехступенчатая поверхность.
Предлагаемое устройство аналогичного назначения отличается от известных конструкций узла для снятия излишков припоя, выполненного в виде вращающегося ролика с раклями. Ролик погружен в ванну с кипящей жидкостью. Кипящая жидкость, например глицерин, подается роликом на печатную плату для оплавления припоя внутри ранее облуженных участков и получения зеркально гладкой поверхности облуженных мест проводников. Сосуд с жидкостью помещен в ванну с припоем, поэтому жидкость нагревается непосредственно от припоя и, следовательно, ее температура полностью зависит от температуры его нагрева.
Устройство, выполненное таким образом, позволяет автоматизировать процесс снятия излишков припоя.
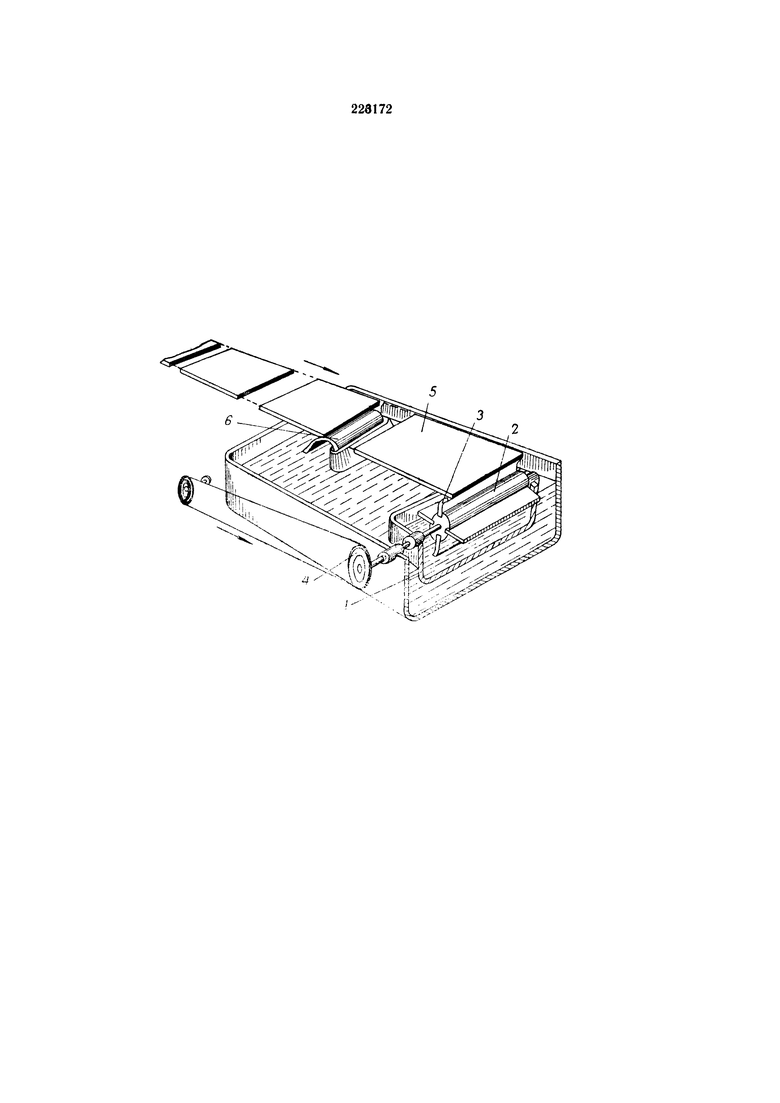
На чертеже показана схема предлагаемого устройства для снятия излишков припоя.
В ванну 1 с кипящей жидкостью помещен ролик 2 с раклями 3, расположенными вдоль его оси или под углом к ней. Ролик с раклями служит для нанесения горячей кипящей жидкости на поверхность облуженных проводников и последующего снятия излишков расплавленного припоя. Вращается ролик от отдельного привода 4. Ванна 1 погружена в расплавленный припой за разбрызгивающим соплом по ходу транспортировки платы 5. Необходимую температуру кипящая жидкость приобретает от окружающего ее расплавленного припоя.
Печатные платы 5, проходя над волной расплавленного припоя 6, облуживаются и подходят к ролику 2. При вращении ролика ракли 3 захватывают из ванны нагретую кипящую жидкость и наносят ее на поверхность печатной платы. Под действием высокой температуры жидкости припой, покрывающий медные проводники платы, продолжает оставаться жидким, что позволяет раклям снять его излишки.
Расположение всех элементов устройства в непосредственной близости от волны расплавленного припоя, облуживающей проводники печатной платы, позволяет использовать температуру еще не успевшего застыть на проводниках припоя и тем самым избежать дополнительной затраты энергии и времени на его повторное расплавление.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для лужения печатных плат | 1981 |
|
SU959943A1 |
| Устройство для лужения печатных плат | 1982 |
|
SU1073022A1 |
| УСТРОЙСТВО для ОБЛУЖИВАНИЯ ПЕЧАТНЫХ ПЛАТ | 1969 |
|
SU236578A1 |
| Устройство для лужения | 1981 |
|
SU967703A1 |
| Устройство для пайки | 1979 |
|
SU889322A1 |
| Устройство для пайки деталей | 1982 |
|
SU1087280A1 |
| Устройство для пайки и лужения | 1979 |
|
SU963748A1 |
| Устройство для лужения двусторонних печатных плат | 1989 |
|
SU1620234A1 |
| Устройство для снятия излишков припоя с облуженных печатных плат | 1975 |
|
SU571019A1 |
| Устройство для обслуживания печатных плат | 1976 |
|
SU603517A1 |
Устройство для снятия излишков припоя с облуженных токопроводящих пластин, например печатных плат, содержащее ванну с расплавленным припоем, сопло для струйного нанесения припоя на пластины, узел снятия припоя, связанный с приводным транспортным механизмом, отливающееся тем, что, с целью автоматизации процесса снятия припоя, упомянутый узел выполнен в виде вращающегося ролика с укрепленными на нем раклями, установленного за разбрызгивающим соплом и помещенного в ванну с кипящей жидкостью, например глицерином, причем для подогрева кипящей жидкости ванна помещена в расплавленный припой.
