Предложенный способ сварки относится к сварке в строительстве и машиностроении.
Известные способы дуговой точечной сварки глубоким проплавлением обеспечивают получение сваркой точки глубиной не более 45 мм, так как для достижения большей глубины проплавления основного металла давления газообразных продуктов горения дуги недостаточно для вытеснения жидкого металла со дна сварочной ванны на поверхность проплавляемых элементов.
Для интенсификации процесса глубокого проплавления при точечной сварке деталей большой толщины (45 мм) предлагается после возбуждения дугового процесса перед подачей присадочного материала в зону горения дуги через полый электрод подавать газ под избыточным давлением.
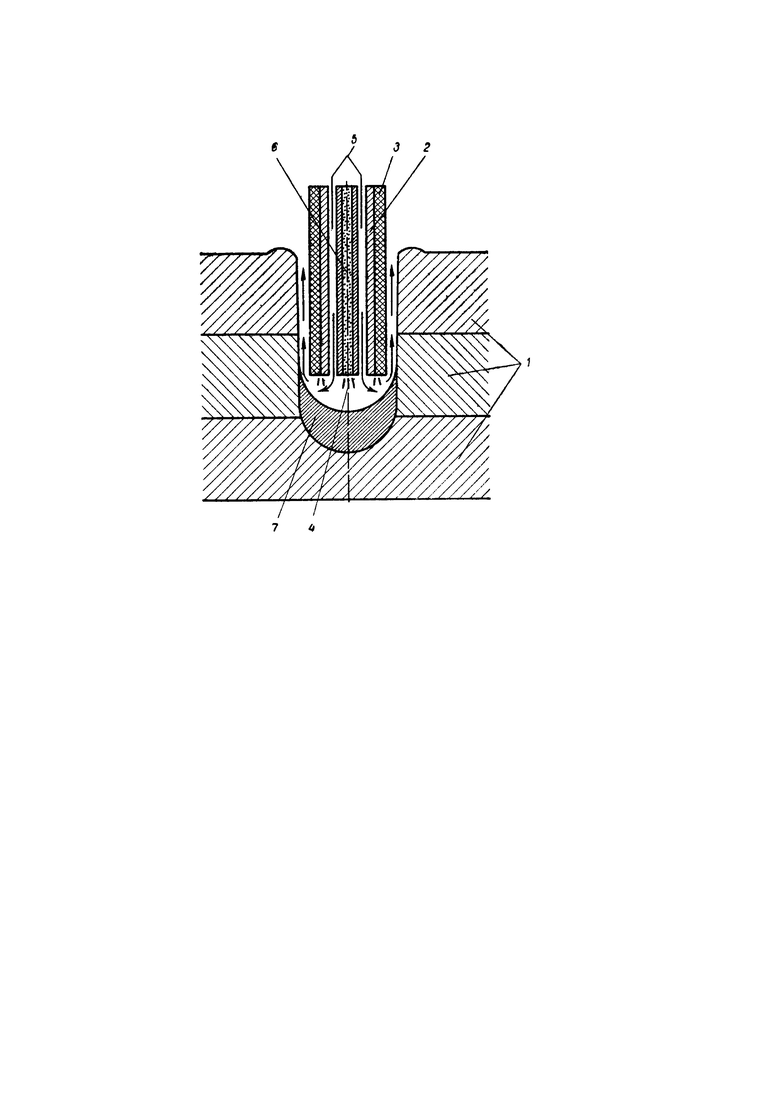
На чертеже схематически изображен процесс дуговой точечной сварки глубоким проплавлением описываемым способом.
Для сварки элементов 1 значительной толщины используют трубчатый электрод 2 с неэлектропроводным покрытием 3. После возбуждения дуги 4 трубчатый электрод 5 под воздействием приложенной к нему внешней силы углубляется в сварочную ванну. Через 2-3 сек после возбуждения дуги через отверстие трубчатого электрода подают газ под избыточным давлением, который вытесняет слой жидкого металла со дна сварочной ванны на поверхность свариваемого элемента, что интенсифицирует процесс проплавления основного металла.
После достижения заданной глубины проплавления сварочных элементов подача газа прекращается, и через отверстие трубчатого электрода: в зону горения дуги подают порошковую проволоку 6, которая является присадочным металлом для формирования сварной точки 7.
Сварка завершается заплавлением кратера при естественном разрыве дуги после выхода ее на поверхность свариваемых элементов. При этом подача электродного материала прекращается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ | 2018 |
|
RU2710090C1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ дуговой точечной сварки с принудительным глубоким проплавлением | 1979 |
|
SU782968A2 |
| Способ сварки стыковых соединений | 2017 |
|
RU2635680C1 |
| Способ гибридной лазерно-дуговой сварки | 2017 |
|
RU2640105C1 |
| Способ регулирования процесса сварки плавлением | 1982 |
|
SU1136905A1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| Способ дуговой точечной сварки в защитных газах | 1961 |
|
SU148168A1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
Способ дуговой сварки с применением полого покрытого электрода, через отверстие которого в зону горения дуги подают присадочный материал, отличающийся тем, что, с целью интенсификации процесса глубокого проплавления при точечной сварке деталей большой толщины, после возбуждения дугового процесса перед подачей присадочного материала в зону горения дуги через полый электрод подают газ под избыточным давлением.
