Известен способ высадки поковок из прутка с прошивкой отверстия на горизонтально-ковочной машине, включаюш,ий предварительную и окончательную формовку с предварительной и окончательной прошивкой отверстия и отделение выдры от прутка.
Предложенный способ отличается от известного тем, что при окончательной прошивке выдру вдавливают в исходную прутковую заготовку с образованием пережима на ней, обеспечиваюш,его удержание прутка от сдвига при отделении поковки и служащего для фиксации прутка при высадке следующей поковки, что обеспечивает экономию металла и повышает производительность труда.
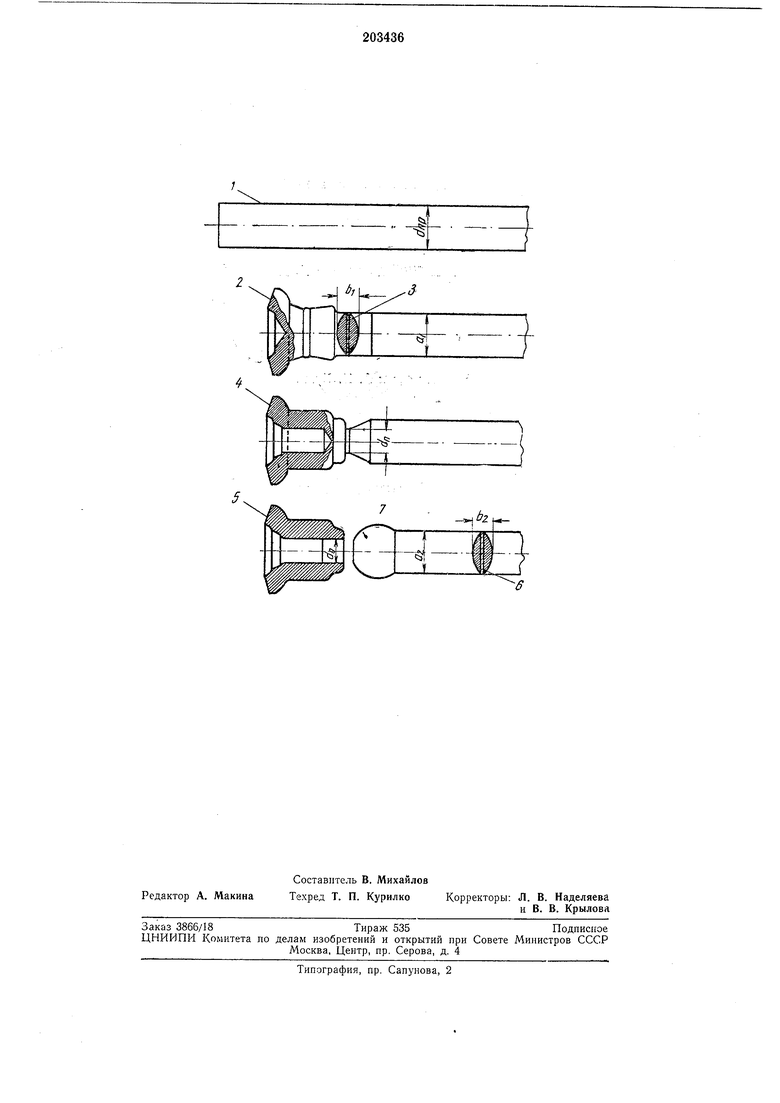
На чертеже изображены формы заготовки по переходам.
Высадка поковок осуществляется следующим образом. Пруток 1 нагревается в камерной печи до ковочной температуры и подается к горизонтально-ковочной машине. Нагретый конец прутка устанавливают в первом ручье по фиксатору и высаживают фигуру 2 с эллипсовидным пережимом 3 на прутке 1. При помощи пневматического подъемника пруток переносится во второй ручей и устанавливается с поворотом на 90° вокруг своей оси. Во втором ручье производят полное оформление наружной конфигурации и предварительную прошивку отверстия поковки (позиция 4); при &ТОМ пруток пережимается до размера отверстия поковки. Включают пневматический подъемник и пруток переносится в 3-й ручей, где осуществляют отделение поковки 5 от прутка путем выдавливания выдры прощивным пуансоном. От проталкивания пруток удерживается при помощи пережима 6, которым потом фиксируется при установки в 1-й ручей для высадки последующей поковки от этого прутка. Конец прутка после отделения
поковки принимает форму 7.
Размеры йь бь a-z и Ь принимаются в зависимости от диаметра прутка , прошиваемого отверстия do поковки и необходимого количества переходов для окончательного офор
мления поковки. Диаметр пережима d do.
Предмет изобретения
Способ высадки поковок из прутка с прошивкой отверстия на горизонтально-ковочной
машине, включающий предварительную и окончательную формовку с предварительной и окончательной прошивкой отверстия и отделение выдры от прутка, отличающийся тем, что, с целью экономии металла и повышения производительности, при окончательной прошивке выдру вдавливают в исходную прутковую заготовку с образованием пережима на ней, обеспечивающего удержание прутка от сдвига при отделении поковки и служащего для
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ВЫСАДКИ ПОКОВОК | 1966 |
|
SU223571A1 |
| Способ прецизионной штамповки кольцевых деталей из прутка и устройство для его осуществления | 1988 |
|
SU1637927A1 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| Способ зажима прутка в высадочном штампе горизонтально-ковочной машины | 1989 |
|
SU1625575A1 |
| Способ получения поковок типа стержня с головкой и штамп для его осуществления | 1982 |
|
SU1174142A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА СТЕРЖНЯ С ФЛАНЦЕМ | 2009 |
|
RU2419505C1 |
| Способ изготовления изделий | 1988 |
|
SU1696076A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 1973 |
|
SU361007A1 |
| СПОСОБ ШТАМПОВКИ ВЫСАДКОЙ ПОЛОГО ТОНКОСТЕННОГО УТОЛЩЕНИЯ СФЕРИЧЕСКОЙ ФОРМЫ НА СТЕРЖНЕВОЙ ЧАСТИ ПОКОВКИ С ФЛАНЦЕМ И КОНЦЕВЫМ УЧАСТКОМ | 2008 |
|
RU2374029C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК С РЕБРАМИ И ПОЛОТНОМ | 1990 |
|
RU1824786C |