Известны устройства для автоматического центрирования цилиндрической детали, базируемой в призме, подвижной в направлении ее биссектрисы, в которых контроль положения детали осуществляется с помощью двух контактирующих.рычагов, расположенных по обе стороны от центра детали, связанных с датчиком, подающим сигнал на привод перемещения призмы. Подобное устройство не может обеспечить достаточную точность центрирования в силу конструктивного решения контактирующих рычагов и поэтому предназначается для предварительного центрирования заготовок. Кроме того, приспособление располагается рядом с центрируемой деталью, что препятствует его использованию в многошпиндельных станках с малыми расстояниями между осями шпинделей.
Предлагаемое устройство отличается от известных тем, что, с целью автоматического исключения влияния отклонений размера базовой поверхности детали на точность центрирования, оно снабжено измерительными датчиками, по меньшей мере один из которых установлен на призме и контролирует отклонения положения образующей базовой поверхности детали от положения образующей той же поверхности детали номинального размера при установке ее в ту же призму, а другой (другие) контролирует смещение призмы в направлении ее биссектрисы относительно ее номинального положения, причем датчики выдают сигналы, пропорциональные смещениям контролируемых ими элементов от номинальных положений, в мостовую схему сравнения, результатирующий сигнал которой управляет приводом перемещения призмы.
Кроме того, для автоматического центрирования детали по двум базовым поверхностям неравного диаметра устройство дополнительно снабжено второй подвижной призмой с измерительными датчиками, контролирующими положение образующей базовой поверхности детали и положение призмы, мостовой схемой сравнения, в которую поступают сигналы этих датчиков, и приводом перемещения призмы, причем перемещение каждой из двух призм происходит независимо, в соответствии с результирующим сигналом мостовой схемы, входящей в систему управления данной призмой.
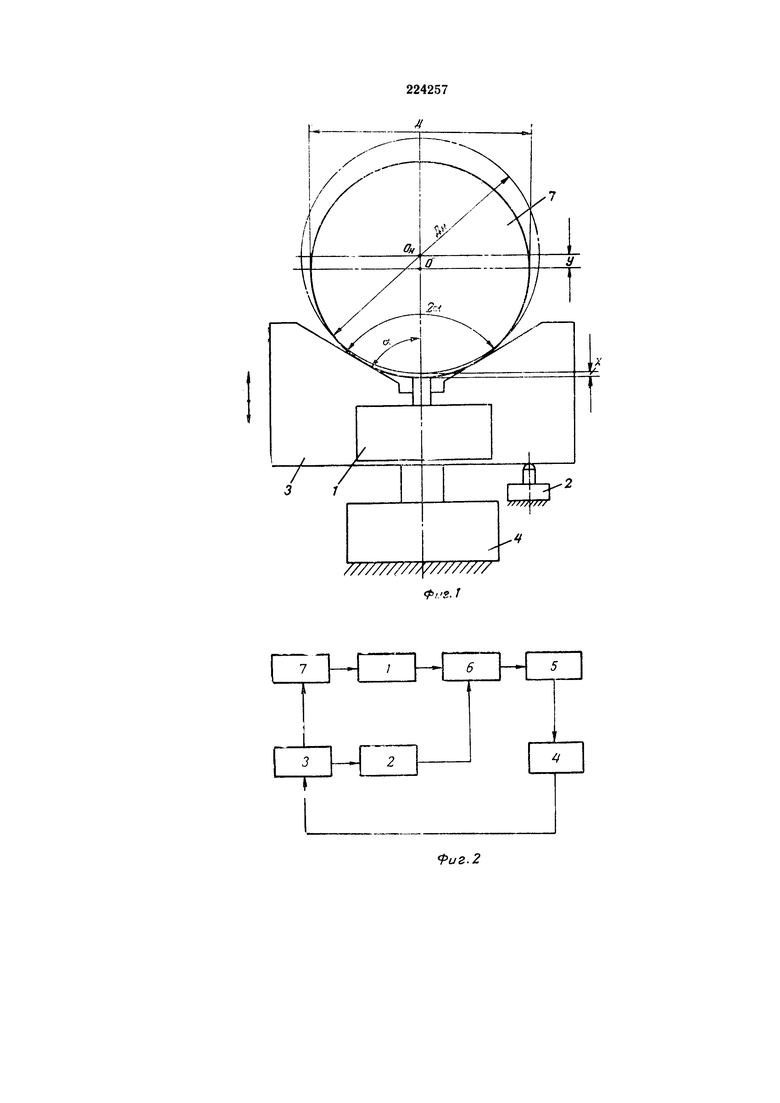
На фиг. 1 дана схема механической части устройства; на фиг. 2 - блок-схема устройства.
Измерительный датчик 1 контактирует с образующей базовой поверхности детали и контролирует ее положение.
Измерительный датчик 2 контролирует положение призмы 3, снабженной приводом 4 перемещения ее в направлении биссектрисы. Измерительные датчики через фазочувствительный усилитель 5 включены в мостовую схему сравнения 6, управляющую работой привода 4 перемещения призмы 3.
Для настройки устройства в призму устанавливают эталонную деталь с размером базовой поверхности, равным номинальному (например, наибольшему предельному) диаметру Дн. При этом призма должна быть установлена в положение, при котором ось детали Он точно центрируется относительно станка. Данное положение призмы считается номинальным. Сигналы датчиков 1 и 2 сбалансированы, результирующий сигнал мостовой схемы равен нулю.
При установке в призму 3 детали 7 с диаметром Д ось ее сместится в точку О, расположенную на расстоянии у от точки Он, а нижняя образующая базовой поверхности сместится от номинального положения на величину х. Эти величины связаны уравнением х-у(1-Sinα)=0, в соответствии с которым настраивается мостовая схема 6 (здесь α - половина угла призмы).
Датчик 1 выдает сигнал, пропорциональный величине х, который разбалансирует схему 6, в результате чего усилитель 5 подает команду на включение привода 4. Призма вместе с деталью 7 перемещается в направлении биссектрисы. При этом датчик 2 начинает выдавать сигнал, меняющийся по мере перемещения призмы. При совмещении центра детали диаметра Д с точкой Он, сигналы датчиков сбалансируются, результирующий сигнал схемы 6 равен нулю и работа привода 4 прекратится.
Повышение точности центрирования может быть достигнуто за счет замены каждого из измерительных датчиков 1 и 2 двумя или несколькими датчиками. При этом группа датчиков 1 контролирует положение детали и выдает в схему сравнения сумму сигналов, чем учитываются погрешности формы базовой поверхности, а группа датчиков 2 контролирует смещение призмы, учитывая погрешности, которые могут возникнуть при перемещении призмы.
Для центрирования ступенчатых деталей, а также деталей, базовые шейки которых имеют одинаковые номинальные размеры, но могут быть изготовлены с разными отклонениями от номинала, устройство снабжают двумя подвижными призмами, каждая из которых включена в независимую систему управления по блок-схеме (см. фиг. 2).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки нежестких деталей | 1982 |
|
SU1054015A2 |
| Устройство для обработки нежестких деталей | 1980 |
|
SU973296A1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ НОМИНАЛЬНО КРУГЛОЙ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2158895C1 |
| Способ углового позиционирования цилиндрической детали | 1975 |
|
SU534308A1 |
| ИЗМЕРИТЕЛЬНЫЙ ЛЮНЕТ ДЛЯ ПОДДЕРЖИВАНИЯ И ОБМЕРА ЦЕНТРАЛЬНЫХ ЗОН ЗАГОТОВКИ, ШЛИФОВАЛЬНЫЙ СТАНОК С ТАКИМ ИЗМЕРИТЕЛЬНЫМ ЛЮНЕТОМ, А ТАКЖЕ СПОСОБ ПОДДЕРЖИВАНИЯ И ОБМЕРА ЦЕНТРАЛЬНЫХ ЗОН ЗАГОТОВКИ | 2015 |
|
RU2702186C2 |
| Стенд вибродиагностики буксовых узлов колесных пар подвижного состава | 2022 |
|
RU2782290C1 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ | 1969 |
|
SU236191A1 |
| Устройство для контроля диаметра детали | 1991 |
|
SU1825957A1 |
| СПОСОБ РАЗМЕРНОГО КОНТРОЛЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, ИМЕЮЩИХ КРУГЛЫЕ СЕЧЕНИЯ | 2007 |
|
RU2348006C1 |
| СПОСОБ КОНТРОЛЯ ФОРМЫ ПОРШНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403535C1 |
1. Устройство для автоматического центрирования цилиндрической детали, содержащее призму, подвижную в направлении ее биссектрисы, отличающееся тем, что, с целью автоматического исключения влияния отклонений размера базовой поверхности детали на точность центрирования, устройство снабжено измерительными датчиками, по меньшей, мере один из которых установлен на призме и контролирует отклонение положения образующей базовой поверхности детали от положения образующей той же поверхности детали номинального размера при установке ее в ту же призму, а другой (другие) контролирует смещение призмы в направлении ее биссектрисы относительно ее номинального положения, причем датчики выдают сигналы, пропорциональные смещениям контролируемых ими элементов от номинальных положений, в мостовую схему сравнения, результирующий сигнал которой управляет приводом перемещения призмы.
2. Устройство по п. 1, отличающееся тем, что, с целью автоматического центрирования детали по двум базовым поверхностям неравного диаметра, оно дополнительно снабжено второй подвижной призмой с измерительными датчиками, контролирующими положение образующей базовой поверхности детали и положение призмы, мостовой схемой сравнения, в которую поступают сигналы этих датчиков, и приводом перемещения призмы, причем перемещение каждой из двух призм происходит независимо, в соответствии с результирующим сигналом мостовой схемы, входящей в систему управления данной призмы.
