Известны способы центрирования цилиндрической детал.и, базируемой в тризме, подвижной в направлении ее биссектрисы.
Предложенный способ отличается от известных тем, что определяют положение относптельно призмы по крайней мере одной образующей базовой поверхности центрируемой детали п сравнивают его е положением относительио той же призмы, аналогичной образующей эталонной детали. После этого призму смещают относительно ее номинального положения на величину, зависящую от результатов сравнения.
Это по:выщает точность центрирования и обеспечивает центрирование деталей большого диаметра и деталей с неполной базовой поверхностью.
Кроме того, при центрировании ступенчатых деталей каждую базовую поверхность центрируют в отдельной подвижной призме и сравнивают Положение образующих соответетвующих поверхностей центрируемой и эталонной деталей. После этого каждую призму относительно ее номинального положения на велцчину, зависящую от результатов сравнения.
Оиисываемый способ поясняется чертежом.
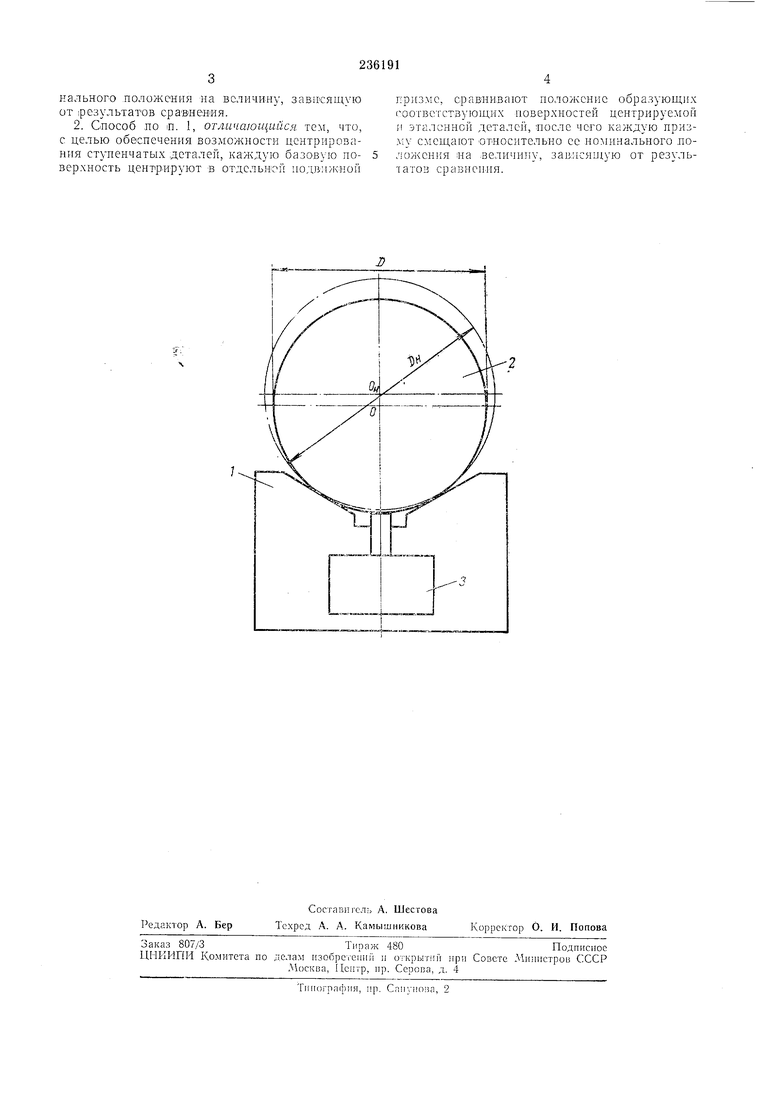
казаний установленного на ней измеритслгн:)го устройства 3.
Око контактнрует с базовой поверхностью детали и показывает отклонение образующей этой поверхности от ее номинального положения, т. е. от положения образую щей иоверхности номинального диаметра D.
В результате этого оеь детали диаметра D перемещается из точки О в точку 0„ и занимает номинальное иоложение. Деталь сцентрирована.
Мастройку измерительного устройства выполняют, наиримср, по эталонной детали, диаметр базовой поверхности которой равен поминальнО|Му.
Предмет изобретения
1. Способ центрирования цилиндрической детали, базируемой в призме подвижной в направлении ее б.иссектрисы, огл«чо/онг исятем, Ч1О, с целью повыщения точности центрирования, а также обеспечения возможности центрирования деталей больщого диаметра и деталей с неполной базовой новерхностью, определяют
положение относительно призмы ио крайней мере одной образующей базовой поверхности центрируемой детали и сравнивают его с положением относительно той же призмы, аналогичной образующей эталонной детали, иосле
нального положения на величину, завнсящую от |результатов еравиеняя.
2. Способ ло П. 1, отличающийся тем, что, с целью обеспечения возможности центрирования ступенчатых деталей, каждую базовую поверхность центрируют в отдельно подвижной
прнзме, сравцивают положение ооразующнх соответствующих поверхностей центрируемой и эталонной деталей, после чего каждую призму смещают относнтельно ее номинальното иоложення иа величину, завцсян1ую от резуль
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ | 1967 |
|
SU224257A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЗУБЧАТЫХ КОЛЕС ПРИ ШЕВИНГОВАНИИ | 2005 |
|
RU2294820C2 |
| Центрирующее устройство | 1984 |
|
SU1164030A1 |
| Устройство для нахождения центра отверстий с неполной цилиндрической поверхностью | 1980 |
|
SU953436A1 |
| Способ углового позиционирования цилиндрической детали | 1975 |
|
SU534308A1 |
| Способ ориентации шатуна на расточном станке | 1991 |
|
SU1816561A1 |
| Устройство для сварки | 1981 |
|
SU1026995A1 |
| Разжимная шариковая оправка | 1987 |
|
SU1472752A1 |
| Устройство для взаимного центрирования деталей типа крестовины и фланца-вилки | 1989 |
|
SU1606306A1 |
| Устройство для центрирования изделия по оси | 1977 |
|
SU663491A1 |