Известны способы тарировки приборов для измерения давления металла на валки непосредственно на прокатной клети с размещением тарировочного гидродомкрата между рабочими валками.
Предлагаемый способ отличается тем, что между рабочими валками с помощью главного привода клети пропускают тарировочную мессдозу, причем раствор валков устанавливают меньше высоты тарировочной мессдозы.
Это позволяет ускорить и упростить тарировочные работы.
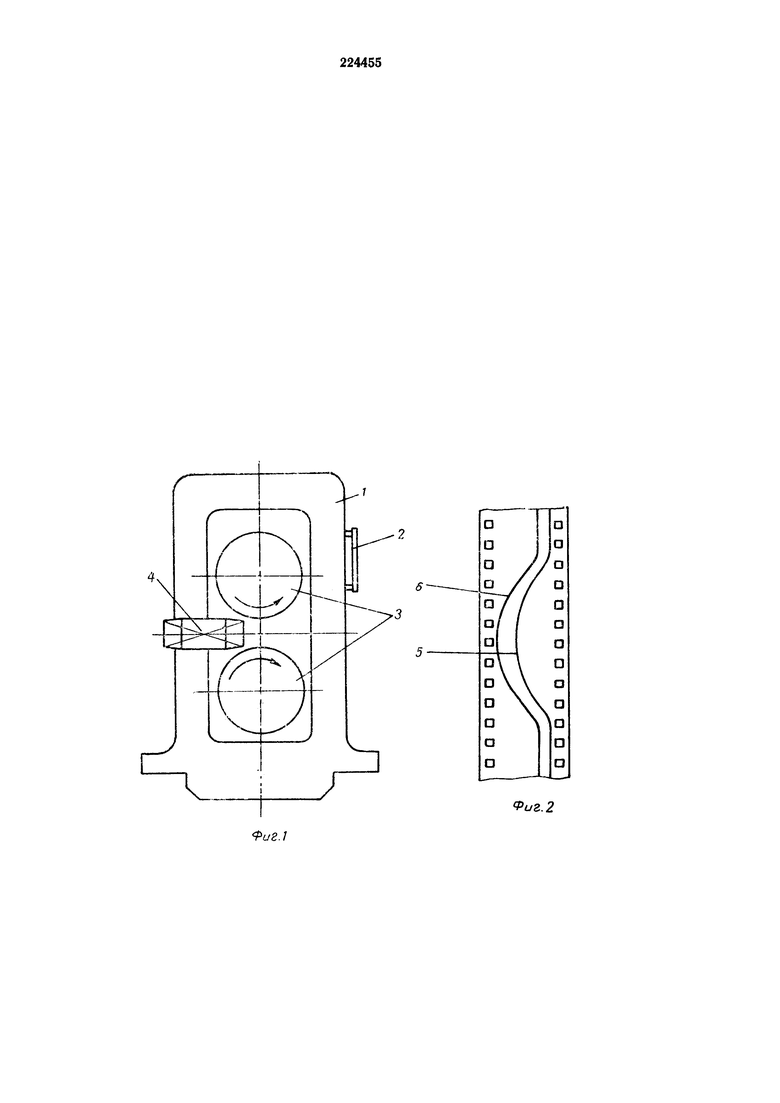
На фиг. 1 показана схема тарировки силоизмерительного прибора с помощью предлагаемого способа; на фиг. 2 - осциллограмма, записанная при проведении тарировки предлагаемым способом; на фиг. 3-6 - различные конструкции тарировочных мессдоз.
На станине 1 крепится прибор 2 для измерения давления металла на валки. Между вращаемыми рабочими валками 3 проходит тарировочная мессдоза 4. Перед ее проходом между валками устанавливается раствор, меньший высоты мессдозы.
Тарировочная мессдоза сделана так, что при подходе к рабочим валкам она захватывается и как бы «прокатывается» между ними. При этом мессдоза оказывает давление на валки, аналогичное давлению металла на валки. Это давление будет изменяться при «прокатке» мессдозы от нуля до некоторого максимума, который выбирается приблизительно равным максимальному давлению металла на валки в данной клети, а затем снова упадет до нуля.
На регистрирующем приборе (например, на осциллографе) одновременно записываются сигналы с тарировочной мессдозы 4 (см. кривую 5 на фиг. 2) и с прибора 2 (см. кривую 6 на фиг. 2), измеряющего давление металла на валки. Тарировочная мессдоза 4 заранее градуируется на точном лабораторном прессе. По известной кривой 5 и по кривой 6 составляется тарировочная кривая прибора 2 для измерения давления металла на валки.
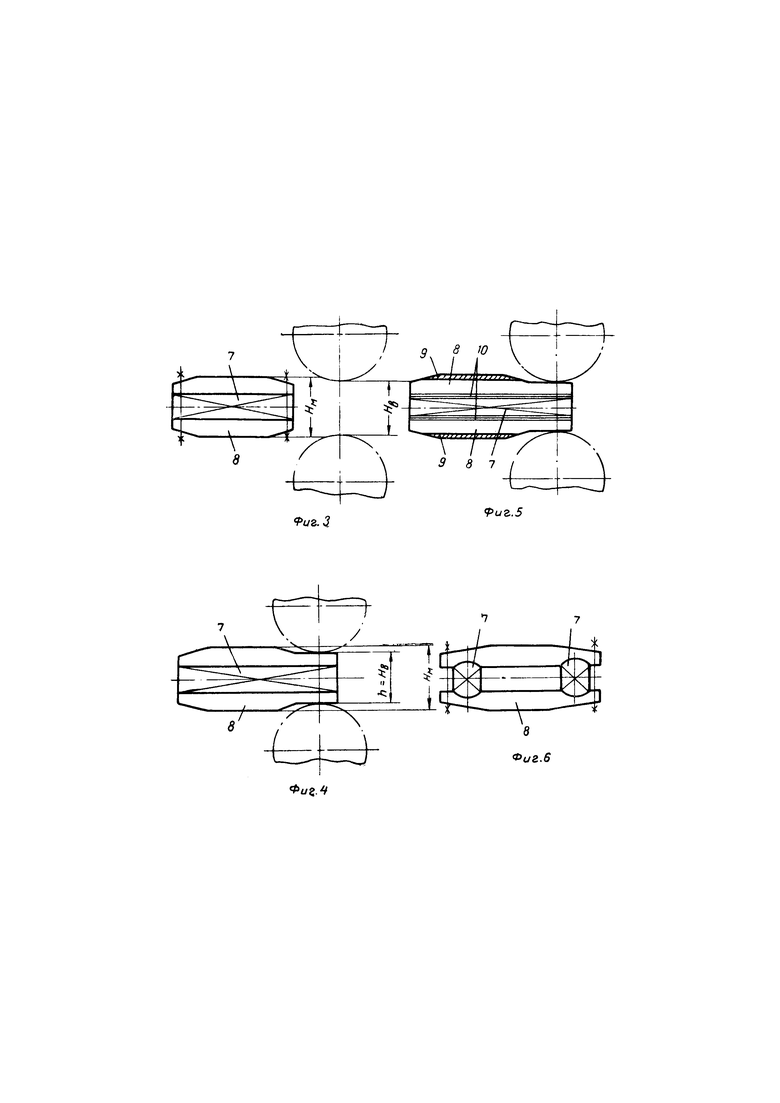
Мессдоза «прокатывается» между рабочими валками, имеющими раствор Нв (см. фиг. 3) несколько меньший, чем высота Нм мессдозы. Разность между высотой мессдозы и раствором валков, устанавливаемая перед тарировкой, определяется по формуле: δ-Нм-Нв и при «прокатке» мессдозы компенсируется упругими деформациями тарировочной мессдозы и прокатной клети.
Простейшая тарировочная мессдоза (см. фиг. 3) состоит из измерительного элемента 7 и двух плит 8, непосредственно соприкасающихся с рабочими валками. Перед «прокаткой» мессдозы между валками устанавливается такой раствор Нв что δ примерно равна упругой деформации валков при максимальной рабочей нагрузке (жесткость такой мессдозы обычно гораздо больше, чем жесткость прокатной клети).
Чтобы легче было устанавливать необходимый раствор Нв, между валками, делают тарировочную мессдозу со ступенькой (см. фиг. 4), имеющей высоту h: Нв. Такую мессдозу устанавливают между валками, валки сближают до плотного касания с тарировочной мессдозой в том месте, где высота ее h=Н в причем момент контролируется по показаниям самой мессдозы. Затем производится тарировка предлагаемым способом.
Плиты 8 тарировочной мессдозы должны иметь гораздо меньшую твердость, чем рабочие валки, чтобы не портить их. Можно также использовать специальные накладки 9 из мягкого металла (см. фиг. 5).
Для уменьшения точности, необходимой при установке раствора валков, делают тарировочную мессдозу не жесткой, применяя прокладку 10 из материала, имеющего низкий модуль упругости, либо из материала, спрессовывающегося при приложении к нему давления (например, толстая бумажная прокладка). На фиг. 6 показан еще один вариант тарировочной мессдозы, имеющей два измерительных элемента 7 и две сравнительно длинные плиты 8, которые обеспечивают достаточно малую жесткость всего устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ ВАЛКОВ УНИВЕРСАЛЬНОЙ ПРОКАТНОЙ КЛЕТИ | 1988 |
|
RU2018386C1 |
| Месдоза для замера контактных напряжений | 1982 |
|
SU1065054A1 |
| УСТРОЙСТВО КОНТРОЛЯ УСИЛИЙ НА ВАЛКИ В ПРОКАТНОМ СТАНЕ | 1997 |
|
RU2107568C1 |
| Устройство автоматического регулирования жесткости клети прокатного стана | 1972 |
|
SU518114A3 |
| Прокатная клеть для измерения толщины слоя смазки при прокатке | 1980 |
|
SU899174A1 |
| Устройство для измерения натяжения прокатываемой полосы | 1974 |
|
SU516441A1 |
| СПОСОБ ШТУЧНОЙ ПРОКАТКИ ЛИСТОВОЙ ПРОДУКЦИИ | 2012 |
|
RU2490078C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
| Образец для тарировки стана попе-РЕчНОй пРОКАТКи | 1979 |
|
SU814531A1 |
| Устройство для компенсации биения валков | 1980 |
|
SU921647A1 |
Способ тарировки приборов для измерения давления металла на валки, непосредственно на прокатной клети, с размещением тарировочного прибора между рабочими валками, отличающийся тем, что, с целью упрощения и ускорения тарировочных работ, между рабочими валками с помощью главного привода клети пропускают тарировочную мессдозу, причем раствор валков устанавливают меньше высоты тарировочной мессдозы.
