вертикального усилия прокатки н тахогенератором rjtaBHoro привода прокатных валков, а выходы функщюнальных блоков конзекции по давлению и скороста прокатки подключены ко входу блока; умножения.
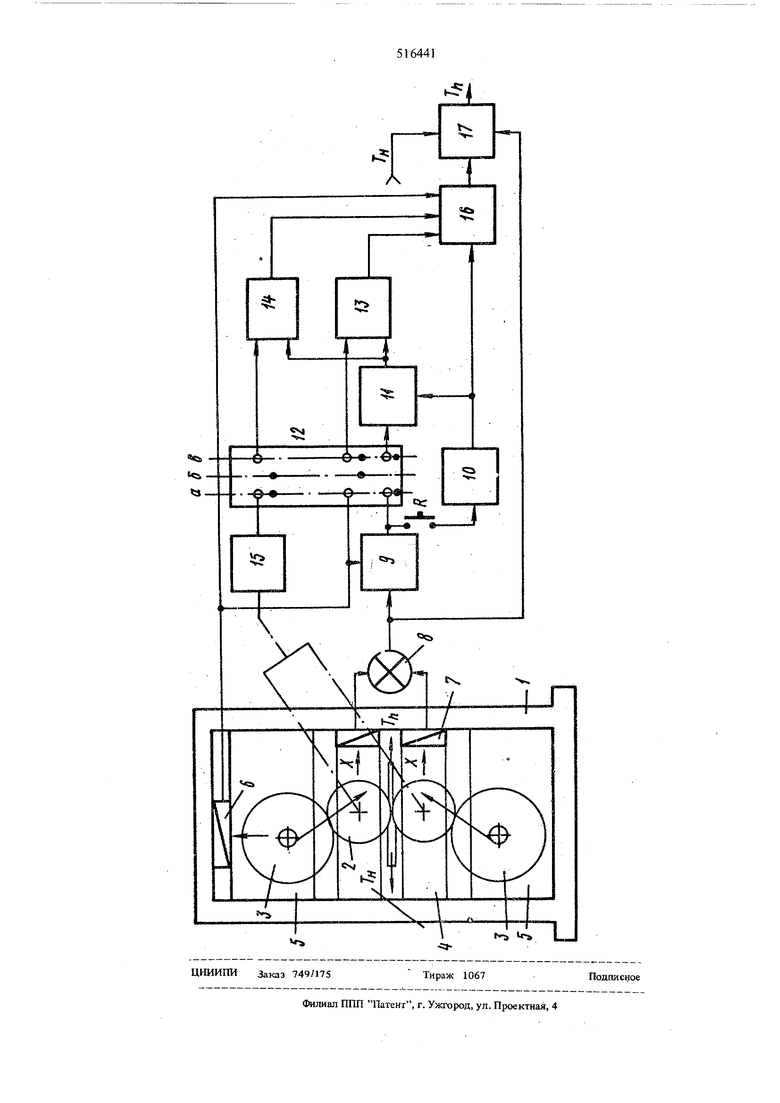
На чертеж изображен STK«K esA,ja описываемого устройства.
Устройство включает craifflHy 1 прокатной клети; системы рабочих 2 и опорных 3 валков; комплекты рабочих 4 и опорных 5 подушек; датчик 6 вертикального усилия прокатки и ддтчики 7 горизонтальных сил; сумматор 8, входы которого подключены к датчикам 7 горизонтальных сил; блок 9 вьршсления коэффициента соотнопвния горизонтальных и вертикальных сил, входы которого соединены с выходом cjowMaTOpa и датчиком 6 вертикального усилия прокатки; интегратор 10, вход которого через контакты кнопки связан с, выходом блока 9 вычисления коэффициента соотноше1ия горизонтальных и вертикальных сил, а выход - со входом тарировочной схемы П, другой вход которой через контакты переключателя 12 режима работы подключен на вход блока 9 вычисле шя коэффициента соотношения горизонтальных и вертикальных сИл; фушадаональные бло ки 13 коррекции по давлению и скорости прокат ки 14, имеющие обший вход, соединенный с выхо дом тарировочной схемы 11 и раздельные входы, связанные через контакты переключателя 12 режима работы соответственно с датчиком 6 вертикального усилия прокатки и тахогенератором 15 главного привода прокатных валков; блок 16 умножения, входы которого соединены с выходами функциональных блоков 13 и 14 интегратором 10 и датчиком 6 вертикального усилия прокатки; схему 17 вычисления натяжения в данном межклетевом промежутке, входы которой связаны о выходами блока 16 умножения, сумматора 8 и схемы вычислеьшя натяжешшв предыдущем межклетевом промежутке Т а выход подключен к индикатору натяжения TH или к системе регулирова1шя.
Устройство работает в двух режимах: первьш - режим тарировки, осуществляемый предварительно перед началом прокатки, второй - режим вьршсления натяжеш я, осуществляемьш в процессе прокатки. Для проведения тарировки необходимо включить главный привод прокатных вашсов (на чертеже не показан) к по показаниям датчика 6 вертикального усилия прокатки и тахогеиератора15 главного привода прокатных валков установить начальное давлеше Ро и иачачьную скорость врэ1це шя валков HQ (равные, наприлтер, 0.1 максимальных значений), при этом па выходе сумматора 8 сформируется сигнал началыюго зричення горизонта. сил SXo. Сигналы с дотика 6 вертикалыюго прокатки РО и с выхода сумматора 8 SXo поступают из вход блока 9 вьгшслсния коэффии.прига соотиоиюиия горизолга.чьиых и вертик;,и1Ы11,1х сш). к:) выхоп.е котор(.ич) сформируется смгнал, 1роиор 1иопаль-н1.1Й ia4aj.
Jf значению коэффициента соотношения сил KO -т Сигнал Ко при нажатии кнопки R интегрир5ется интегратором 10, а при отпускании - запоминается в кем. После этого устройство оказьшается подго.товле1шым к лроведению тарировки.
Тарировку устройства производят в свою очередь в двух режишх: первьш - формирования сигнала кой екции по давлению прокатки ДКр, второй - формирования сигнала коррекции по
скорости прокатки - ДКп. Для тарировки устройства по первому режиму переключатель 12 режима работы фиксируют в положении (В), затем на.жимными винтами при неизмеиюй скорости вращения валков по увеличивают давление на
валки с Ро до максимального значения. При этом с выхода блока 9 вычисления коэффициента соотношения горизонтальных и вертикальных, сил через замкнутьш контакт переключателя 12 режима работы на вход тарировоч1гой схемы 11 поступает
,шгшл К, пропорциональньш соотношению сил
И U„
- JJ3 одновременно на другой вход тарировочной ( с выхода интегратора поступает сигнал Ко, пропорциональньш--, на выходе тарировочной схемы форглируется сигнал разности, равю.ш
«P«-«o ||jSf
Функциопалы гьш блок 1 коррекции по давлению воспринимает сигналы с тарировочной схемьг - ДКр и датчика бЬ вертикального усилия прокатки - Р и записьгоает их в память.
Для тарировки устройства по второму режиму вновь устанавливают начальное значение Ро и Пд затем переключатель 12 режима работы фиксируют в положении (а) и при неизмешнном положении нажимных виптов клети увеличивают скорость вращения валков с п до максимального значения, При этом блок 9 вьиисле1шя коэффищгеша соотношения горизонтальных и вертикальных сил н тарировочная схема работают Taic же, как при тарировке по первому , а на вькоде тарировочной схемы формируется сигнал разности:
гх гхо
2Ро
Функциояальшж блок 14 коррекции по скорости прокатки воспри 1имает сигнал с тарировочной схемы -ДКп н с тахогенератора 15 главного прршода прокатных валков и п и записьшает их н память. После этого тарировка устройства заканчивается, переключатель 12 ре)ю1ма работы фиксируется в положении режима вычисяешш натяжения (б), при этом связь между блоком 9 вычисления коэффицдета соотношегшя горизонтальных к вертикальных сил и тарировочной схемой обрывается и ш выходе тарировочной схемы сигнал иошзает; в то же время цепи функциональный блок 13 коррекщд по давлению - ftirtjUK 6 вердикального усилия прокатки и функциональный блок 14 коррекции по скорости -- тахогенератор 15 главного привол.а ц хжагшлх налков сохраняются. При. прокатке на выходе функциональных блоков 13 и 14 формируются корректирующие сигналы ДКр и ДКп, соответствующие поступающим на их входы сигналам скорости и давления прокатки. Корректирующие сигналы ДКр и ДКп перемножаются в блоке 16 на сигнал начального значения коэффициента соотноиюния горизонтальных и вертикальных сил - Ко, поступающий с интегратора 10, и сигнал давления металла на валки- Р, поступающий с датчика 6 верт51кального усилия прокатки. На выходе блока 16 умножения формируется шгнал, пропорциональный давлению и скорости прокатки, ксяорьш поступает на вход схемы 17 вычисления натяжения в данном межклетевом промежутке. Предлагаемое устройство может быть ишоль3(эвано не только для измерения натяжения прокатываемого металла, но и в любой другой отрасли промьшшенности, где производится полосовой материал. Оно позволяет повысить надежность и точность измерения, а следовательно и регулирования нат женИя путем исключения ощибки в определении коэффициента соотношения горизонтальных и вертикальных сил при изменении давления и скорости прокатки. Формула изобретения Устройство для измерения натяжения прокатьшаемой полосы, содержащее датчик вертикального усилия прокатки; датчики горизонтальных отл; сумматор, входы которого по 1клняень к датчикам горизонатальных сип; блок вычисления коэффициента соотношения горизонтальных и вертикальных сил, входы которого связаны с выходом сумматора и датчиком вертикального уашия прокатки, а выход - со входом интегратора; блок умножеИия, входы которого соединены сдатчиком вертикального усилия прокатки и выходом интегратора, и схему вычисления натяжения в данном межклетевом промежутке, входы которой связаны с выходами блока умножения, сумматора и схемы вычисления натяжения в предыдущем межклетевом дромежутке, а выход подключен к индикатору натяжения или к системе регулирования, отличающееся тем; что, с целью повьпиения надежности и точности измерения, оно дополнительно снабжено тарировочной схемой, один вход которой соединен с выходом интегратора, а другой - через контакты переключателя режима работы с выходом блока вычисления коэффициента соотношения горизонтальных и вертикальных сил и функциональными блоками коррекции по давлению и скорости прокатки, имеющими общий вход, соединенньш с выходом тарировочной схемы и раздельные входы, соединенные через контакты переключателя режима работы соответственно с датчиком вертикального усилия прокатки и тахогенератором главного привода прокатньк валков, а выходы названных функциональных блоков подключены на вход умножения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система регулирования натяжения полос | 1980 |
|
SU931254A1 |
| Способ измерения натяжения полосы наОТВОдящЕМ РОльгАНгЕ шиРОКОпОлОСНОгОСТАНА гОРячЕй пРОКАТКи | 1979 |
|
SU814502A1 |
| Группа универсальных клетей для непрерывной прокати полос с регулятором внутреклетевого натяжения | 1978 |
|
SU863036A1 |
| Устройство для измерения натяжения полосы на станах непрерывной прокатки | 1974 |
|
SU511122A1 |
| Устройство для автоматического регулирования скорости проката на многоклетевых непрерывных прокатных станах | 1974 |
|
SU519238A1 |
| Устройство для регулирования межклетевых натяжений | 1978 |
|
SU764759A1 |
| Устройство для регулирования межклетевых натяжений | 1979 |
|
SU880532A2 |
| Устройство для регулирования межклетевых натяжений | 1984 |
|
SU1174112A1 |
| Система автоматического управления реверсивным прокатным станом | 1985 |
|
SU1268233A1 |
| Устройство для регулирования толщины полосы | 1974 |
|
SU524580A1 |