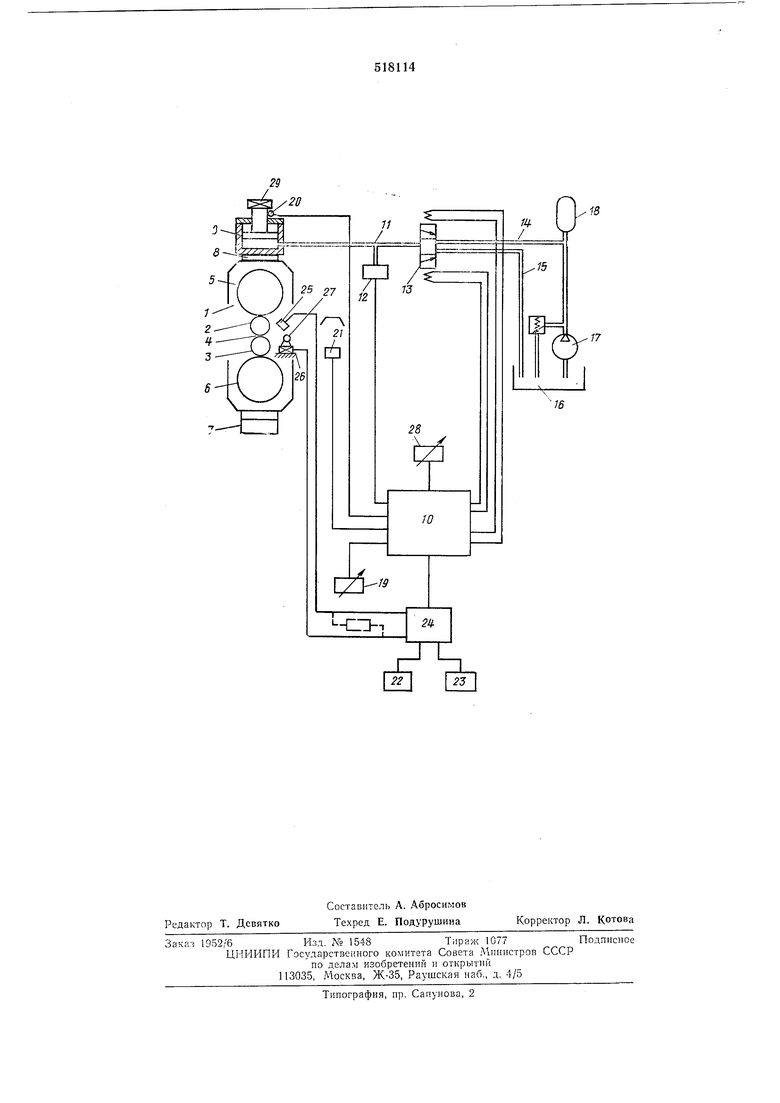
ном механическом установочном механизме 7, а сверху могут нагружаться через дистанционирующие пластины 8 посредством гидравлического цилиндра 9 установки валков. Срабатывание гидравлического цилиндра 9 установки валков осуществляется при помощи управляющего блока 10, показанного для станины прокатной клети 1. Нагрузка клети, которая имеет место в каждый данный момент, определяется давлением, действующим в гидравлическом цилиндре 9 установки валков. Это давление рабочей жидкости по трубопроводу 11 подается на трансформатор давления 12. За управляющим блоком 10 включен сервовентиль 13, который может соединять трубопровод 11 с напорным трубопроводом 14 или же с возвратным трубопроводом 15. Возвратный трубопровод 15 направляет поступившую рабочую жидкость обратно в резервный бак 16, откуда эта жидкость при помощи нагнетательного насоса 17 перекачивается в аккумулятор давления 18, который питает напорный трубопровод 14. Для установки требуемого зазора между валками в управляющем блоке 10 предусмотрен задатчик 19 установки зазора между валками, а получающийся в действительности зазор контролируется датчиком 20 контроля фактической величины зазора между валками. Такие датчики контроля фактических величин зазора между валками могут быть выполнены, например, в виде трансдукторов. Также в качестве датчиков фактической величины зазора между валками служит монитор 21. Регулировочная характеристика определяется задатчиком 22 коэффициента жесткости клети выше ее заданного значения и задатчиком 23 коэффициента жесткости клети ниже заданного значения. Задатчики 22 и 23 соединены с управляющим блоком 10 посредством коммутирующего блока 24. Состояние переключения коммутирующего блока 24 определяется подключенными к нему датчиками-сенсорами. В качестве сенсорных датчиков контроля входа и выхода прокатываемой полосы из прокатных валков служит датчик 25 входа полосы в клеть, срабатывающий от инфракрасных лучей, а также датчик 26 давления металла на валки, выполненный в виде мессдозы, нагружаемой посредством контактного ролика 27.
Устройство содержит датчик 28 ожидаемого усилия прокатки, мессдозу 29.
Устройство работает следующим образом.
Перед пуском в работу клети прокатного стана двойной клин механического установочного механизма устанавливается таким образом, что вершина валка 2 и 3 будет находиться на заданной высоте. Посредством соответствующего подбора дистанционирующих пластин 8, которые хранятся в запасе в наборе из различных толщин, достигается то, что во время прокатки гидравлический цилиндр 9 работал бы в пределах своего оптимального диапазона, который может быть выбран сравнительно узким. В этом случае на гидравлический цилиндр 9 может быть подано давление рабочей жидкости, которое в каждом случае будет соответствовать ожидаемому усилию прокатки. Это ожидаемое усилие прокатки задается заранее от управляющего блока 10, связанного с датчиком ожидаемого усилия прокатки. В результате этого рабочие валки 2 и 3 плотно прижимаются друг к другу. При подаче прокатной заготовки в валки через
10 коммутирующее устройство 24 задатчик 23 коэффициента жесткости клети ниже заданного значения задает управляющему блоку 10 первую крутизну регулировочной характеристики, которая соответствует некоторому первому
15 значению жесткости клети. Этот коэффициент жесткости клети имеет такой характер, что естественная жесткость клети не повышается, как обычно, действием регулировочного блока, а, напротив того, значительно снижается. Валки 2 и 3 захватывают прокатанную полосу по всей ширине, одновременно толщина полосы уменьшается на одинаковые величины по всей ширине, или же на величины, пропорциональные толщине соответствующего места полосы,
5 или же на некоторз ю величину, лежащую между этими двумя значениями. В этом случае тенденция к образованию формы «серповидных участков отсутствует, прокатываемая полоса не отклоняется от вертикальной пло0 скости симметрии.
Таким образом, изобретение нозволяет улучшить условия захвата переднего конца полосы валками клети, исключить изгибы полосы и сходы ее относительно оси прокатки.
Формула изобретения
1. Устройство автоматического регулирования жесткости клети прокатного стана, содержащее дистанционирующие пластины, гидравлические цилиндры установки валков, регулятор давления в гидравлических цилиндрах, управляющий блок, задатчик установки зазора между валками, датчик контроля фактической
5 величины зазора между валками, задатчики отклонения от заданного значения коэффициента жесткости клети, датчики контроля входа и выхода прокатываемой полосы из прокатных валков клети, датчики давления металла на
0 валки и ожидаемого усилия прокатки, отличающееся тем, что, с целью улучшения условий захвата переднего конца полосы валками клети, исключения изгибов полосы и сходов ее относительно оси прокатки, в него
5 дополнительно введен коммутирующий блок с двумя входами, первый из которых соединен с задатчиком коэффициента жесткости клети выше ее заданного значения, а второй вход соединен с задатчпком коэффициента жесткости клети ниже заданного значения.
2. Устройство по п. 1, отличающееся тем, что, с целью переключения коммутирующего блока, он дополнительно соединен с датчиками контроля входа полосы в клеть и выхода ее из клети.
1в
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки широких полос илиСТОВ | 1979 |
|
SU839625A1 |
| Система автоматической настройки эквивалентной жесткости клети | 1980 |
|
SU884769A1 |
| Система автоматической стабилиза-ции ТОлщиНы пОлОСы | 1979 |
|
SU850244A1 |
| Система совместного регулирования толщины и профиля полосы в клети непрерывного прокатного стана | 1981 |
|
SU980891A1 |
| Устройство для регулирования жесткости прокатной клети | 1977 |
|
SU749479A1 |
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
| Система автоматической стабилизации толщины полосы | 1977 |
|
SU682298A1 |
| Устройство совмещенного регулирования продольной и поперечной разнотолщинности полосы в процессе прокатки | 1980 |
|
SU899183A1 |
| Гидравлическое нажимное устройство прокатного стана | 1983 |
|
SU1110509A2 |
| СПОСОБ УСТАНОВКИ ВАЛКОВ УНИВЕРСАЛЬНОЙ ПРОКАТНОЙ КЛЕТИ | 1988 |
|
RU2018386C1 |