Известен способ намотки катушек элементов аппаратуры и приборов из литого провода в стеклянной изоляции, совмещенный с вытягиванием размягченной стеклянной трубки, заполненной расплавленным металлом, нагреваемым, например, вихревыми токами в электромагнитном поле.
В указанном способе намотка на каркас катушки осуществляется уже полностью сформированным проводом, прошедшим стадию кристаллизации.
Однако при осуществлении намотки этим способом значительное количество изделий оказывается бракованным. Причины этого обусловлены особенностями изготовления литого провода и изделий из него. Прежде всего большое количество дефектов в изоляции, а также значительные внутренние напряжения в жиле и изоляции литых проводов возникают в результате их резкого охлаждения водой, маслом или другими жидкостями.
Предлагаемый способ лишен указанного недостатка, так как на каркас катушки наматывают стеклянную размягченную трубку, заполненную жидким металлом с последующей кристаллизацией уже готового изделия до образования монолита.
Более медленное по сравнению с охлаждением в струе кристаллизатора охлаждение стекла и металла уже на каркасе позволяет получить изделия хорошего качества. В предлагаемом способе стекло и металл застывают на каркасе, когда они уже не подвержены воздействию растягивающих усилий. В этом случае очередность застывания стекла и металла не имеет значения, что резко увеличивает диапазон подходящих технологических режимов и позволяет получить такие соотношения диаметра жилы, толщины изоляции и диаметра обмоток, которые нельзя получить при намотке известным способом.
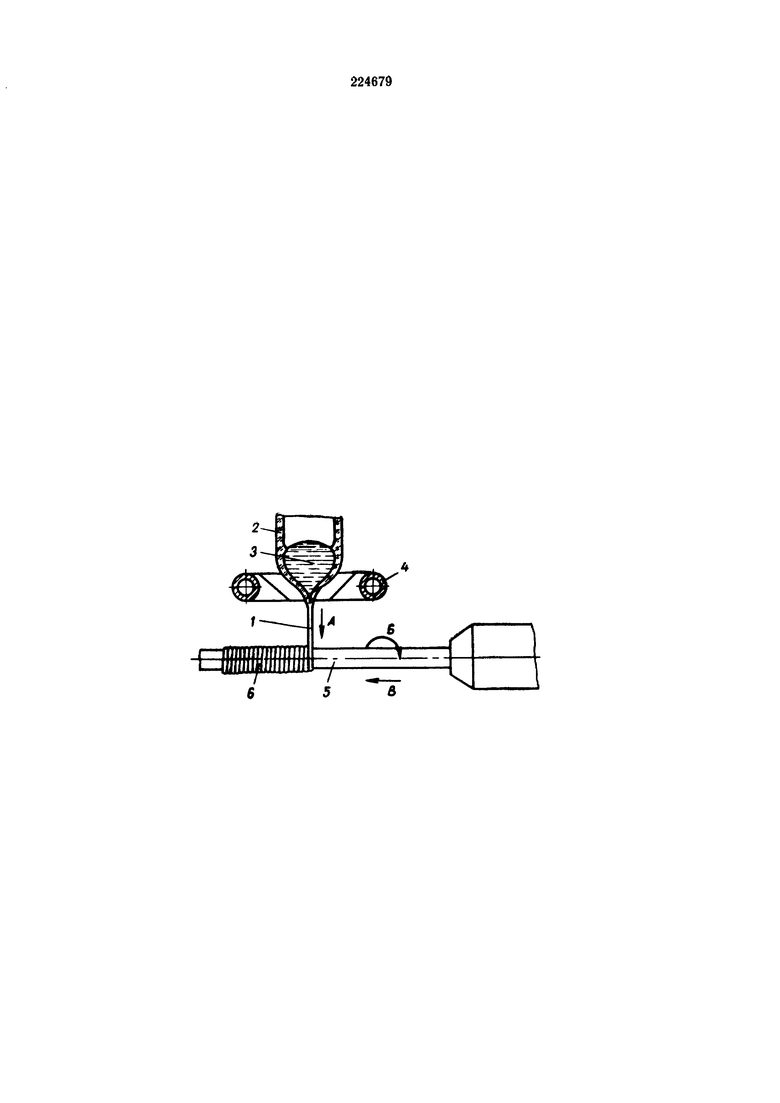
На чертеже показан один из возможных вариантов намотки катушек. Стеклокапилляр 1 с расплавленным сплавом вытягивается из стеклянной пробирки 2. Находящийся в пробирке сплав 3 расплавлен и поддерживается в расплавленном состоянии с помощью высокочастотного поля индуктора 4. Вытяжка стеклокапилляра (направление показано стрелкой А) с расплавом осуществляется благодаря его наматыванию на стеклянную оправку 5, вращающуюся (в направлении стрелки Б) и поступательно перемещающуюся (стрелка В). Затем полученная обмотка вместе с оправкой разрезается на отрезки заданной длины. При изготовлении элементов другой конструкции вместо оправки 5 на вращающейся оси можно жестко закрепить набор каркасов или оправок.
Изготовление элементов предложенным способом может значительно упроститься после создания установок, специально приспособленных для этой цели. При этом разогрев стекла и металла можно осуществлять не только с помощью высокочастотного нагрева, но и другими известными способами, например в электропечи.
По рассматриваемому способу можно изготовлять изделия, как на скоростях, которые обычно используются при изготовлении микропроводов, так и на меньших и больших скоростях. Если при максимальной скорости вытяжки будет возникать вибрация микрованны, то ее можно уменьшить известными способами (уменьшением несоосности, демпфированием и т.д.).
В некоторых случаях для осуществления указанного способа необходимо стеклокапилляр с металлом в процессе вытяжки подогревать, например, разогретыми газами.
Для дополнительного укрепления и внешней защиты обмотки, изготовленные описываемым способом, можно, как и обмотки из микропровода, защитить путем заливки, покраски и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литого провода в стеклянной изоляции | 1972 |
|
SU469145A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОПРОВОДА В СТЕКЛЯННОЙ ИЗОЛЯЦИИ | 1965 |
|
SU214632A1 |
| Способ изготовления литого провода в стеклянной изоляции | 1976 |
|
SU600619A1 |
| Технологическая линия по производству литого микропровода в стеклянной изоляции | 1979 |
|
SU1081670A1 |
| СПОСОБ ПОЛУЧЕНИЯ МИКРОПРОВОДА В СТЕКЛЯННОЙ ИЗОЛЯЦИИ | 1971 |
|
SU427396A1 |
| Способ получения микропроводов в стеклянной изоляции с жилой из сплава системы Ni-Cr-Si | 2023 |
|
RU2817067C1 |
| Устройство для литья микропровода | 1978 |
|
SU767847A1 |
| Способ изготовления микропровода в стеклянной изоляции | 1980 |
|
SU1001192A1 |
| Способ изготовления микропровода в стеклянной изоляции | 1966 |
|
SU458039A1 |
| ТЕРМОМЕТР СОПРОТИВЛЕНИЯ | 1971 |
|
SU291107A1 |
Способ намотки катушек элементов аппаратуры и приборов, например проволочных резисторов, из литого провода в стеклянной изоляции, совмещенный с вытягиванием размягченной стеклянной трубки, заполненной расплавленным металлом, отличающийся тем, что, с целью улучшения качества изделия, указанную стеклянную размягченную трубку, заполненную расплавленным металлом, наматывают непосредственно на каркас катушки с последующей кристаллизацией готового изделия до образования монолита.
