Известны станки для поперечной резки на мерные части непрерывно движущегося проката, состоящие из привода, каретки и механизма для отрезки проката.
В описываемом станке для точной отрезки необходимой длины проката движение каретке сообщается за счет упора движущегося проката непосредственно в специальный выступ каретки, скорость которой при этом равна скорости движения проката.
Для постепенного вывода каретки из состояния покоя она снабжена регулируемым подпружиненным упором, перемещающимся относительно каретки.
Вращение дисковой пилы осуществляется за счет применения червячной передачи, в которой вращение передается от червячного колеса к червяку.
Вращение червячного колеса осуществляется парой конических шестерен, одна из которых скользит по шлицевому валу, передающему вращение непосредственно от прокатного стана, а врезание дисковой пилы осуществляется за счет применения специального копира, позволяющего производить отрезку проката только при движении каретки вперед.
При движении каретки назад дисковая пила быстро выходит из паза каретки и не мешает продвижению движущегося проката вперед.
Для обеспечения продольной жесткости проката, выходящего из прокатного стана, при продвижении каретки вперед, применяется телескопическое соединение ее с входным патрубком.
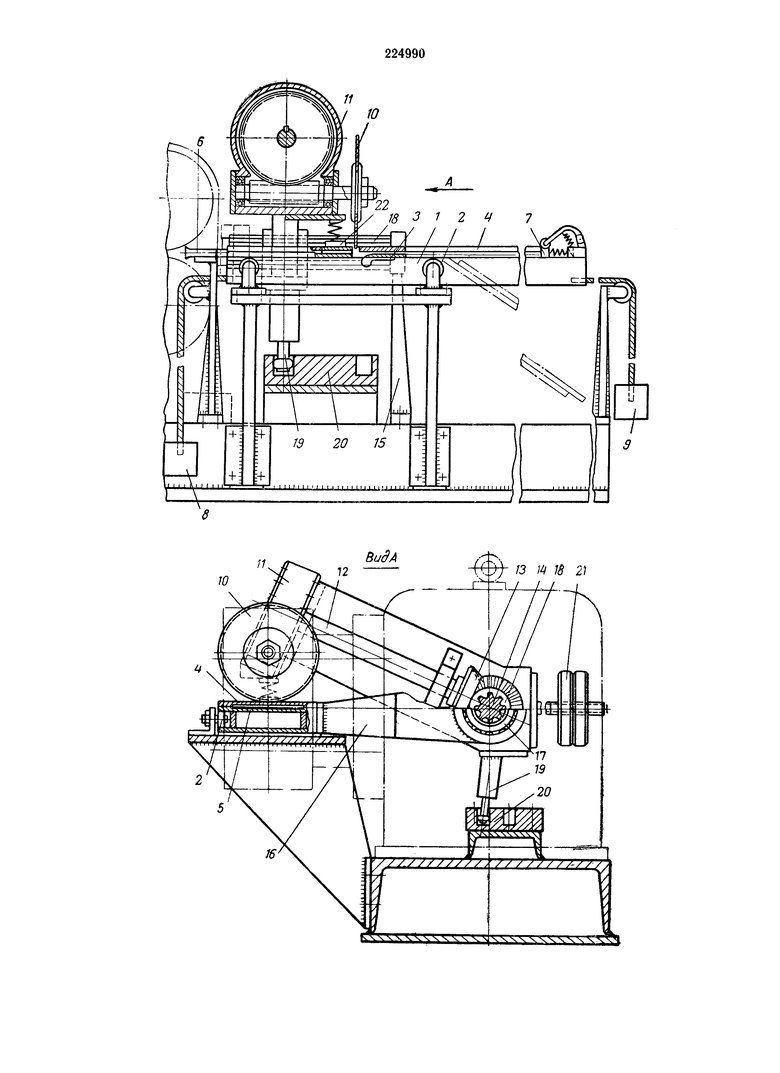
На чертеже схематически изображен описываемый станок.
Станок для поперечной резки на мерные части непрерывно движущегося проката состоит из подвижной каретки 1, которая опирается на ролики 2 и имеет шарнирно закрепленную на одном конце подвижную планку 3. К каретке жестко крепятся верхняя 4 и нижняя 5 направляющие для прохода проката. Входной патрубок 6, расположенный между направляющими, образует с ними телескопическое соединение. Подвижкой упор 7, поджимаемый пружиной, служит для постепенного вывода (с помощью конца проката) каретки из состояния покоя.
Для уравновешивания каретки на тросах, перекинутых через блоки, подвешены грузы 8 и 9.
Механизм отрезки проката состоит из дисковой пилы 10, червячной пары, заключенной в корпус 11, вала 12, пары конических шестерен 13 и шлицевого вала 14, один конец которого жестко связан с муфтой прокатного стана, а другой опирается с помощью подшипника на стойку 15. Жестко прикрепленная к каретке тяга 16, шарикоподшипник 17, упорная втулка 18, палец 19 с роликом на конце и копир 20 обеспечивают врезание дисковой пилы и вывод ее из зоны резания при движении каретки вперед вместе с движущимся прокатом и назад после отрезки мерной части проката. Для уравновешивания отрезного механизма относительно оси глянцевого вала служит противовес 21. Для устранения вибрации проката в месте реза и разгрузки конца проката применен пружинный прижим 22.
Работает станок следующим образом.
Прокат попадает во входной телескопический патрубок 6 и, проходя далее между верхней 4 и нижней 5 направляющими, упирается в подвижной упор 7. Упор, сжимая пружину, начинает двигать каретку 1 вперед.
Груз 5 поднимается, а груз 9 опускается. В то же время механизм отрезки, жестко связанный тягой 16 с кареткой 1, начинает движение вперед. Механизм отрезки тянет за собой палец 19 с роликом, который, обкатываясь по копиру 20, создает вращательное движение относительно оси шлицевого вала 14. Начинается момент врезания дисковой пилы в движущийся прокат. Прижим 22 при помощи пружины прижимает прокат к нижней направляющей 5, разгружая его конец от напряжения продольного сжатия и не давая возможности вибрировать прокату при отрезке мерной части.
Вращательное движение дисковой пиле передается непосредственно от редуктора через шлицевой вал 14, пару конических шестерен 13, вал 12 и червячную пару, заключенную в корпусе 11.
Точность длины отрезанной части проката обеспечивается расстоянием от торца дисковой пилы до торца подвижного упора 7 в поджатом состоянии.
Далее, согласно профилю копира, механизм отрезки начинает подниматься вверх и при обратном движении каретки постоянно находится в верхнем положении, не мешая продвижению проката вперед.
По окончании отрезки прижим 22 освобождает прокат для следующего цикла.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩИХСЯ ПРОФИЛЕЙ | 1991 |
|
RU2021083C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 1992 |
|
RU2056981C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩИХСЯ ТРУБ | 1997 |
|
RU2130363C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1999 |
|
RU2166413C2 |
| Зажимной механизм | 1978 |
|
SU795765A1 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| Машина для разделки рыбы для консервов | 1938 |
|
SU59553A1 |
| Летучая пила для резки непрерывно движущегося проката | 1973 |
|
SU468717A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Станок для мерной резки непрерывно движущихся полимерных изделий | 1979 |
|
SU876468A1 |
1. Станок для поперечной резки на мерные части непрерывно движущегося проката (ленты или полосы), состоящий из привода, каретки и механизма для отрезки проката, отличающийся тем, что, с целью точной отрезки необходимой длины проката, движение каретке сообщается за счет упора движущегося проката непосредственно в специальный выступ каретки, скорость которой при этом равна скорости движения проката, при этом для постепенного вывода каретки из состояния покоя она снабжена регулируемым подпружиненным упором, который имеет возможность перемещаться относительно каретки.
2. Станок по п. 1, отличающийся тем, что вращение дисковой пилы осуществляется за счет применения червячной передачи, в которой вращение передается от червячного колеса к червяку, а вращение червячного колеса осуществляется парой конических шестерен, одна из которых скользит по шлицевому валу, передающему вращение непосредственно от прокатного стана, а врезание дисковой пилы осуществляется за счет применения специального копира, позволяющего производить отрезку проката только при движении каретки вперед; при движении каретки назад дисковая пала быстро выходит из паза каретки и не мешает продвижению движущегося проката вперед.
3. Станок по п. 1, отличающийся тем, что, с целью обеспечения продольной жесткости проката, выходящего из прокатного стана, при продвижении каретки вперед, применяется телескопическое соединение ее с входным патрубком.
