Изобретение относится к приборам для детектирования треков заряженных частиц.
Известные способы изготовления проволочной искровой камеры основаны на прнмененни различных материалов для рамок, склеиваемых В единый блок.
Предложенный способ позволяет увеличить точность изготовления камеры и получить высокую идентичность характеристик при серийном изготовлении камер благодаря тому, что рамки изготавливают из эпоксидной смолы путем заливки и отвердения эпоксидной смолы В вакуумироваиной полости фрезерованной формы из органического стекла, причем крайние рамки армируют металлическими рамками с одновременным вкленванием в них лавсановых пленок, а на поверхность крайних рамок наносят тонкий слой эпоксидной смолы, на котором отпечатывают региетку с регулярным зубчатым пpoфилeJM с шагом, равным шагу проволочных электродов, наматываемых на крайиие рамки.
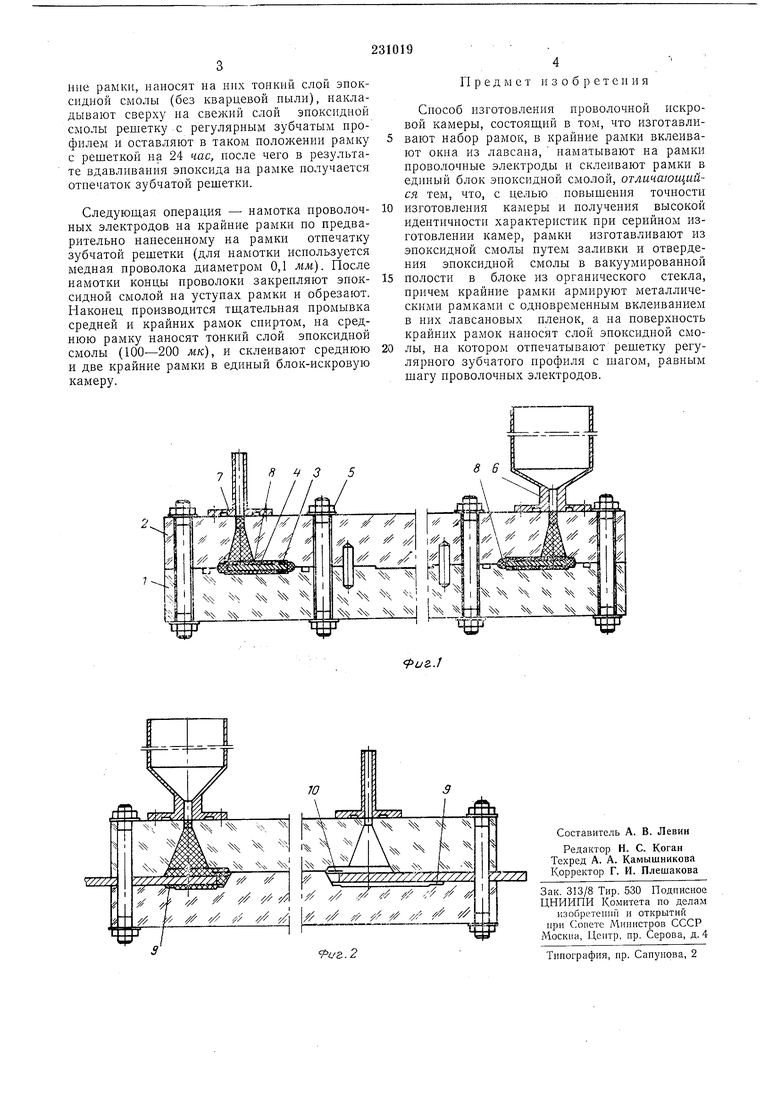
На фиг. 1 и 2 показаны в разрезе формы из органического стекла для изготовлеиня соответственно средней и крайних рамок.
Форма для изготовления рамок состоит из двух частей - нижней У и верхней 2. При изготовлении средией рамкгг на нижнюю часть формы кладут изоляциониые шайбы 3
из эиоксида, на них ставят металлическую рамку 4, накладывают верхнюю часть формы 2 на нижнюю 1, стягивают форму шпильками 5, привертывают стакан 6 для залнвки
эиоксидной смолы Б иолость формы и оливку 7. Форма готова для заливкн в нее эпоксидной смолы.
Приготавливают смесь эпоксндиой смолы с квариевой пылью в отиошении 1:1. Форму
присоединяют к вакуумной системе, в стакан 6 заливают эиоксидную смолу и отстаивают с пелью выхода пузырей в течение 15 мин, после чего посредством вакуумирования полости формы эиоксидная смола заполняет
форму, причем сразу же после этого стакан 6 и оливку 7 снимают.
Затвердевание смолы происходит в течение 24-30 час, после чего форму раскрывают, рамку 8 извлекают из формы, и удаляют образовавшийся прилив при помощи абразива. При изготовлении крайних рамок в форму закладывают лавсановую пленку .9 и металлическую рамку 10, накладывают верхнюю часть формы на иижиюю. Последовательиость дальиейших операций пзготовлеипя крайних рамок такая же, как при изготовле)И1и средией рамки.
Hue рамки, наносят на ннх тонкий слон эноксндной смолы (без кварцевой нылн), накладывают сверху на свежнй слой эноксидной смолы решетку с регулярным зубчатым нрофнлем н оставляют в таком ноложенни рамку с решеткой на 24 час, после чего в результате вдавлнвания энокснда на рамке нолучается отиечаток зубчатой решеткн.
Следуюн;ая операция - намотка цроволочных электродов на крайнне рамкн по предварительно нанесенному на рамки отпечатку зубчатой решетки (для намотки иснользуется медная проволока диаметром 0,1 жл). После намотки концы проволоки закренляют эноксндной смолой на уступах рамкн н обрезают. Наконец нроизводится тш,ательная промывка средней и крайних рамок сниртом, на среднюю рамку наносят тонкий слой эпоксидной смолы (100-200 жк), и склеивают среднюю и две крайние рамки в единый блок-искровую камеру.
Предмет изобретения
Снособ изготовления проволочной искровой камеры, состоящий в том, что изготавливают набор рамок, в крайние рамки вклеивают окна из лавсаиа, наматывают на рамки нроволочные электроды и склеивают рамкн в единый блок эиоксидной смолой, отличающийся тем, что, с целью иовышеиия точности
изготовления камеры и получения высокой идентнчностн характеристик при серийном изготовлении камер, рамкн изготавливают из эпоксидной смолы путем залнвки и отвердения эпоксидной смолы в вакуумированной
полости в блоке из органического стекла, прнчем крайние рамки армнруют металлическими рамками с одновременным вклеиванием в них лавсановых пленок, а на поверхность крайних рамок наносят слой эпоксидной смолы, па котором отпечатывают решетку регулярного зубчатого профиля с шагом, равным шагу проволочных электродов.