Известны устройства для гидроабразивной обработки, содержащие рабочий резервуар с абразивной суспензией, в котором вращается обрабатываемое колесо, закрепленное на вертикальном шпинделе.
Отличием описываемого устройства является снабжение его притирами, которые расположены в обрабатываемых каналах так, что могут скользить под действием центробежной силы и за счет эксцентричного расположения обрабатываемого колеса относительно стенок резервуара. Это создает возможность механизировать операцию заострения выходных кромок лопаток и улучшить очертания их концов. Притиры выполнены по конфигурации очертания обрабатываемых каналов колеса с закругленными наружными углами и имеют подкладку из упругого износостойкого материала, что позволяет производить обработку внутренней стороны переднего диска, имеющего криволинейную повернхость, и обеспечивает равномерный съем металла с нее.
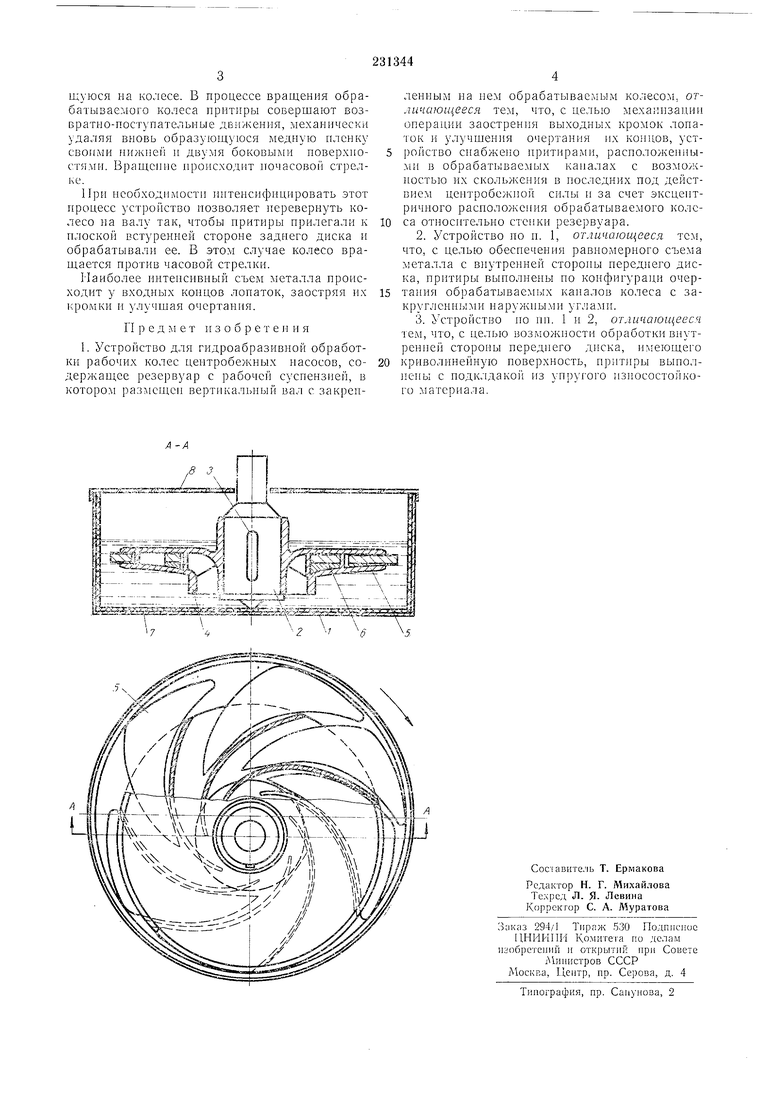
На чертеже схематично представлено описываемое устройство.
Устройство состоит из резервуара /, заполненного рабочей абразивной суспензией, вертикального вала 2 со шпонкой 3. На валу 2 закреплено обрабатываемое колесо 4, в каналы которого вставлены притиры 5, выполненные по конфигурации очертания каналов колеса с некоторым зазором для свободного движения.
Лучшим материалом для притиров являются красная медь, латунь, бронза, кислотостойкие стали и др.
Для обеспечения равномерного съема металла с внутренней стороны переднего диска в том случае, когда она имеет криволинейную поверхность, притиры выполняются с подкладкой 6 из упругого износостойкого материала, например резины.
Для повышения долговечности и уменьшения шума при работе резервуар / покрыт изнутри износостойким материалом 7, а наружные углы притиров 5, соприкасающиеся со стенкой, закруглены. Свер.ху резервуар / закрыт крышкой 8 из прозрачного материала.
Обрабатываемое колесо может приводиться во вращение от какого-либо станка или механизма, например от шпинделя радиальносверлильного станка, в патроне которого зажимается хвостовик вала, а также может иметь самостоятельный привод.
При определенной скорости вращения притиры под действием центробежной силы выдвигаются из каналов колеса, скользят по стенке сосуда и занимают первоначальное положение в месте наименьшего эксцентриситета. При этом они вместе с абразивом сдирают
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДОВОДКИ ПЛОСКОСТЕЙ | 1993 |
|
RU2042494C1 |
| Устройство для обработки пазов | 1978 |
|
SU781028A1 |
| СЕПАРАТОР К ПЛОСКОДОВОДОЧНОМУ СТАНКУ | 1991 |
|
RU2032521C1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1992 |
|
RU2030284C1 |
| СПОСОБ ЗУБОПРИТИРКИ | 1995 |
|
RU2089358C1 |
| Устройство для двухсторонней обработки плоских поверхностей | 1979 |
|
SU861037A1 |
| СПОСОБ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199417C2 |
| УСТРОЙСТВО ДЛЯ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199419C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОНАСОСНОГО АГРЕГАТА МОДЕЛЬНОГО РЯДА И МОДЕЛЬНЫЙ РЯД ЭЛЕКТРОНАСОСНЫХ АГРЕГАТОВ, ИЗГОТОВЛЕННЫХ ЭТИМ СПОСОБОМ | 2013 |
|
RU2505713C1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ЖЕЛОБА КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ | 1996 |
|
RU2115534C1 |
