Известны прессы для изготовления брикетов нз вязкпх масс, содержащие станину, меющую основание с четырьмя колоннами, между которыми закреплены пресскамера с выжимным поршнем, перемещаемым гидроприводом, 1 матрица. Прессы содержат также механизм отрезки дозы брикетов и механизм укладки этой дозы в тару.
На известных прессах брикеты изготовляются из слптка определенного веса и размера.
С целью автоматизации процесса фор.мования брикетов из недозированных слитков в предложенном устройстве пресскамера состоит из верхней подвижной части с фланцем, опирающимся на штоки гидроприводов, и нижней неподвижной части, снабженной опорным кольцом, закрепляющим ее в основании пресса.
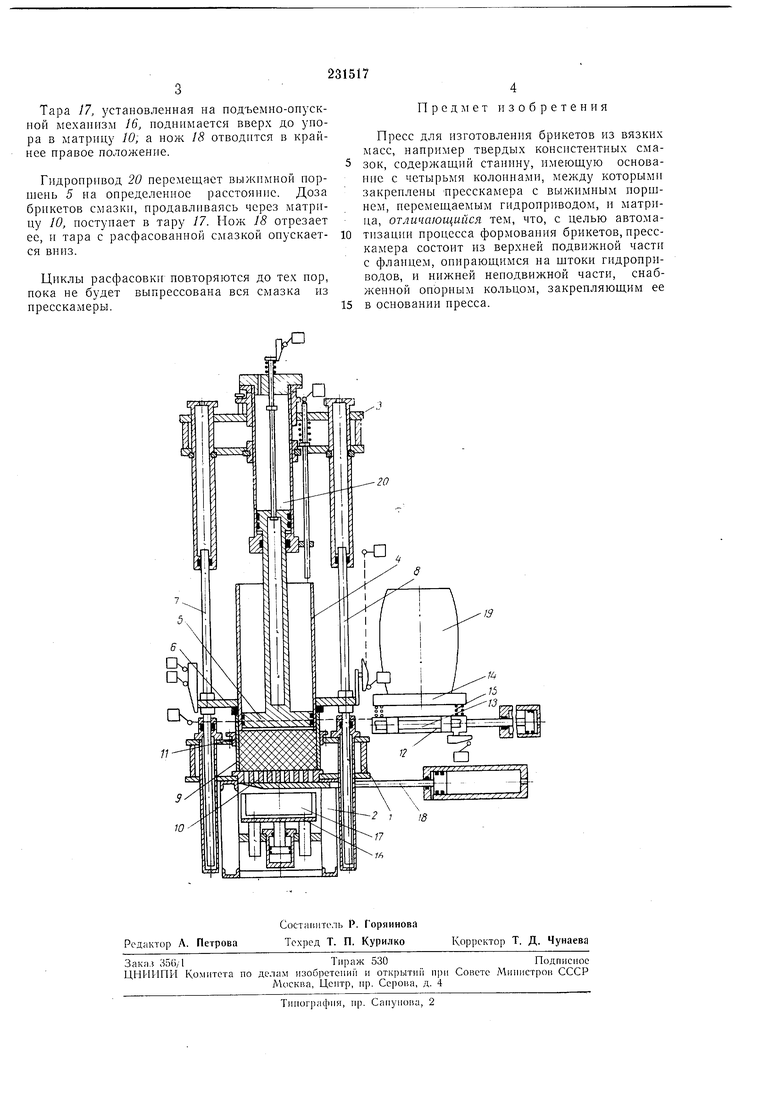
На чертеже изображен предлагаемый пресс в разрезе.
Нресс имеет основание /, установленное на станине 2, архитрав 3, соединяющийся с основание.м четырьмя колоннами (на чертеже не показаны). Между архитравом и основанием закреплена разъемная пресскамера, состоящая из верхней подв 1жной части 4 с выжимным поршнем 5 фланцем 6, опирающимся на штоки 7 и 8 гидроприводов, и нижней неподвижной 9, снабженной матрицей 10, и с помощью опорного кольца 11
фпксируюи1,ейся в осиованпп пресса. Загрузочпое устройство состоит из каретки 12, нанравляющих 13, плиты 14, опирающейся ири помощи щтырей на пружпны 15.
В стан1И1е 2 размещается подъемно- опускной механизм 16, тара 17, нож 18 с гидроприводом.
Пресс работает следующим образом.
Верхняя часть 4 пресскамеры и выжимной иоршень 5 находятся в крайнем верхне.м ноложении.
Каретка 12 с установленным на плите 4 слитком смазки 19 перемещается гидроциЛ1П1ДРОМ под пресс. Прп движении вниз подвижная часть 4 иресскамеры надавливает на опорную илиту 14, которая, сжимая пружины 15, иере.мещается вниз до упора в торец неподвижной части 9 пресскамеры. Выжимной поршень 5 опускается вниз для предварительного сжатия слитка. Затем подвижная часть 4 пресскамеры приподни.мается на расстояние, достаточное для разжатия пруж1ш 15 и извлечения из-под пресса каретки 12 с плитой 14.
Обжатый слиток смазки осаживается выжи.мным поршнем 5, а верхняя часть 4 пресскамеры опускается до упора в нижнюю неподвижную часть 9. На этом заканчивается процесс заправки пресса слптком смазки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления брикетов из вязких масс | 1977 |
|
SU626984A1 |
| Пресс для брикетирования вязких материалов | 1977 |
|
SU732148A1 |
| РАБОЧАЯ КЛЕТЬ С ЧЕТБ1РЕХВАЛКОВЫМ КАЛИБРОЛ\ | 1971 |
|
SU305924A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БРИКЕТОВ ИЗ ВЯЗКИХ МАСС | 1966 |
|
SU189390A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛКИ КОНСИСТЕНТНЫХ СМАЗОК | 1971 |
|
SU299233A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БОЛТОВВСЕСОЮЗНАЯnATElJTHO-ltXHiiSECKAflБИБЛИОТЕКА | 1971 |
|
SU295602A1 |
| Устройство для изготовления брикетов из вязких масс | 1983 |
|
SU1123884A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| АВТОМАТ ДЛЯ ТАБЛЕТИРОВАНИЯ ВОЛОКНИСТЫХ ПРЕССМАТЕРИАЛОВ | 1973 |
|
SU361089A1 |
| АВТОМАТ ДЛЯ СБОРКИ И СМАЗКИ ВТУЛОК ЛАБИРИНТНЫХ | 1972 |
|
SU433009A1 |
