Предлагаемый способ предназначен для выполнения сварных соединений полых элементов в узлах металлических конструкций, например трубчатых ферм с непосредственным соединением элементов нод любым углом.
Известные способы сварки трубчатых элементов или обладают больпюй трудоемкостью, связанной с необходимостью обеспечить точную фигурную резку сопрягаемых деталей, или уменьшают устойчивость и прочность конструкции при сварке элементов со сплющенными концами.
Для устранения указаииых Иедостатков применяют ванную сварку, причем перед сборкой полых элементов в торцы труб иосле нх обрезки помещают заглуп1ки.
Способ состоит в следующем. Концы соединяемых элементов, обрезанные плоским резом под требуемым углом, после установки в них заглушек, собирают в специальной форме с определенным зазором между элементами, величину которого устанавливают в зависимости от выбранного техно.логического процесса сварки. Затем пространство между соедпнениями, элементами и формой заполпяют расплавленным металлом.
Форма МО/кет быть инвентарной, разъемной
ИЗ различных материалов. Заполнение пространства между нолыми элементами и формой может производиться разл ичными спосо бами сварки, например, электрошлаковым способом или добавлением металлического порошка перед началом и в процессе дуговой заварки, а также по способу промежуточного лптья без включения ИЛИ с включен.ием соединяемых элементов и жидкого присадочного металла в сварочную цепь.
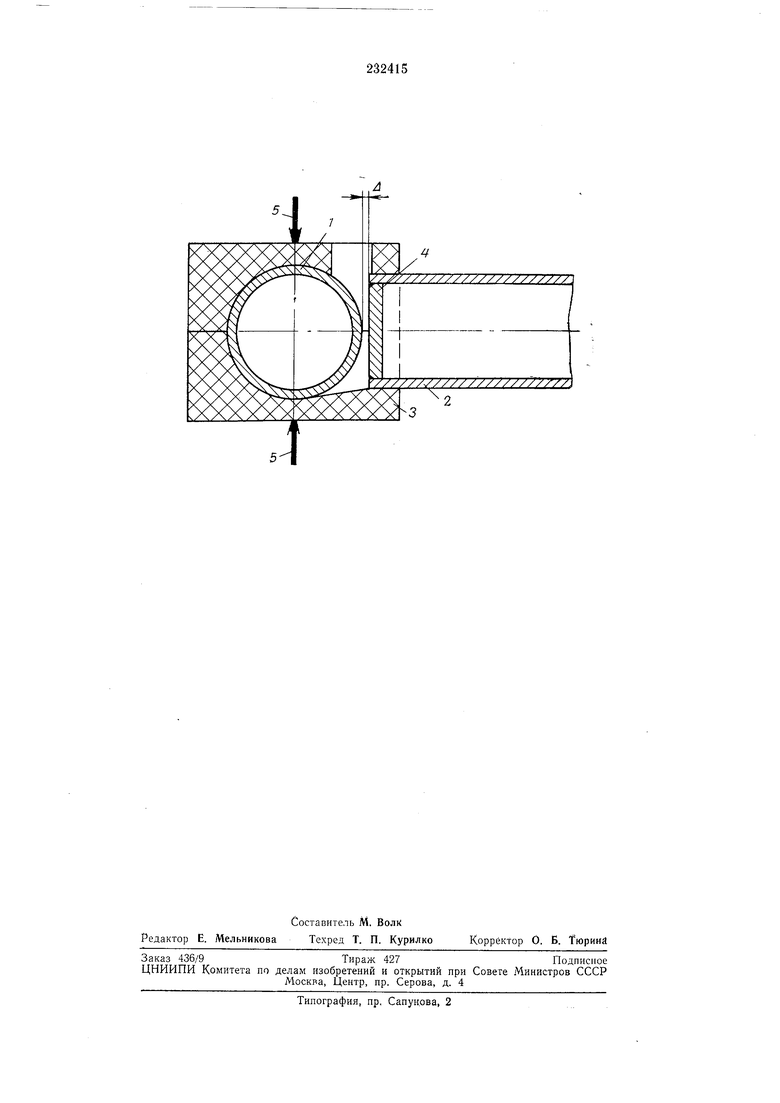
На чертеже нзображеныв разрезе узловые соединения полых элементов, собираемых по предлагаемому способу.
Основной элемент / и привариваемая труба 2 собраны для сварки в разъемиой форме .. В трубе установлена заглушка 4. Полуформы сжимают при помощи стяжек, действие которых схематически показано стрелками 5.
изобретения
Способ ванной сварки, при котором сборку элементов под сварку производят с зазором в форме с последующпм заполнением ее жидким металлом, отличающийся тем, что, с целью возможности сварки полых элементов, перед сборкой в торцы труб после их обрезки помещают заглушки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения трубчатых стержней пространственных металлических конструкций | 1980 |
|
SU894100A1 |
| ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА И УЧАСТОК ТРУБОПРОВОДА С ГИДРОЗАЩИТОЙ ПО НАРУЖНОЙ ПОВЕРХНОСТИ И ПО ТОРЦАМ | 2014 |
|
RU2576078C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРАЗЦА-СВИДЕТЕЛЯ СВАРНОГО СОЕДИНЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2005 |
|
RU2316065C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2010 |
|
RU2438842C1 |
| Способ соединения трубы с концевой деталью и устройство для его осуществления | 1980 |
|
SU944838A1 |
| СПОСОБ ГЕРМЕТИЧНОГО ВВОДА ЭЛЕКТРИЧЕСКИХ ПРОВОДНИКОВ ЧЕРЕЗ ЗАЩИТНУЮ ОБОЛОЧКУ | 2014 |
|
RU2579155C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ КАССЕТЫ | 1998 |
|
RU2140674C1 |
| Способ изготовления изолированных труб и фасонных изделий для трубопроводов | 2013 |
|
RU2622776C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ДЛЯ ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2201628C2 |