Известны стационарные прессформы для изготовления абразивных шеверов, содержащие сменную неподвижную матрицу и два сменных подвижных пуансона, верхний и нижний, и приспособление для отключения верхнего пуансона.
Предложенная прессформа отличается от известных тем, что пуансоны выполнены вращающимися относительно неподвижной матрицы, а приспособление для отключения верхнего пуансона выполнено в виде шариковой обоймы.
Такое выполнение стационарной нрессформы позволяет изготавливать как прямозубые, так и косозубые шеверы и нроизводить быструю переналадку прессформы.
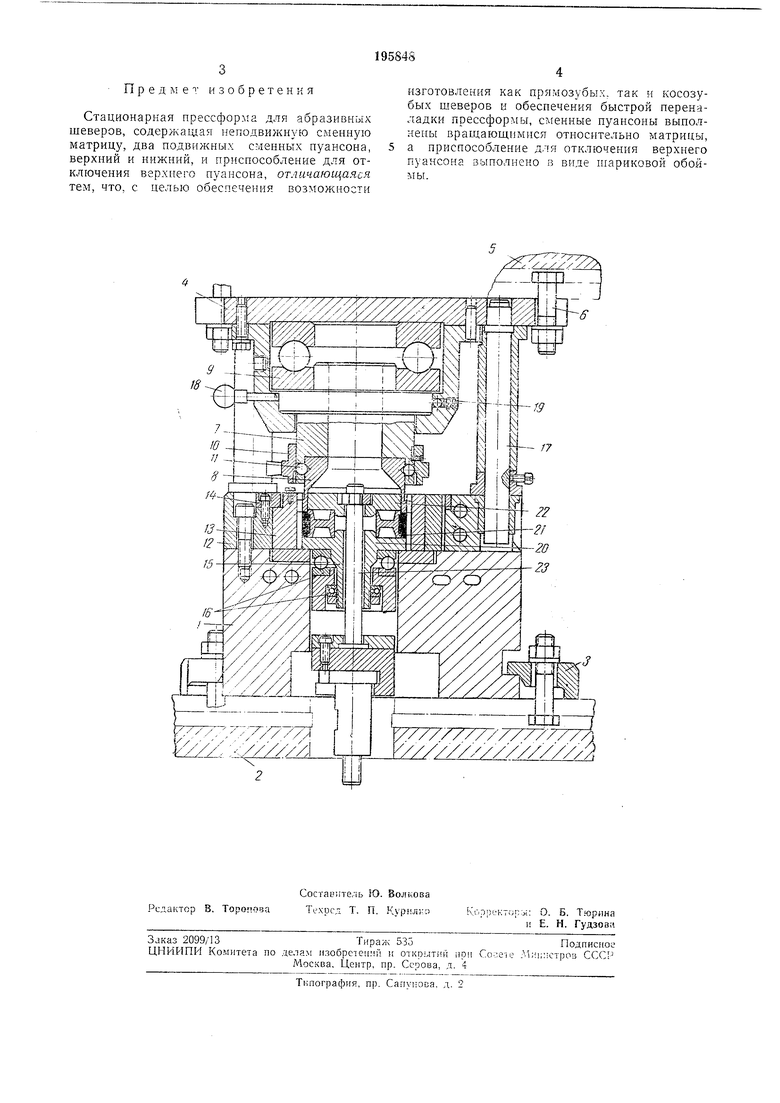
На чертеже приведена описываемая прессформа.
Нижнее основание / нрессформы смонтировано на столе 2 гидравлического пресса и закреплено прихватами 3. Верхняя плита 4 крепится на ползуне 5 пресса болтами 6. К верхней плите прикреплен патрон 7 верхнего пуансона 8. Патрон может враодаться в подшипнике 9.
Пуансон 8, имеющий зубья, закреплен в натроне 7 при помощи щариковон обоймы 10. При нижнем положении обоймы ее шарики 11 западают в выточку пуансона, а при верхнем - шарики отходят от пуансона S и освобождают его из патрона. На основании прессформы установлена плита 12, в которую вставлена сменная матрица 13, имеющая зубья и закренляемая кольцом }4. Нижний пуансон 15 может вращаться в подшипниках 16. Подшипники 9 н 16 в момент прессования не несут никакой нагрузкн. Пуансон 15 используется только при распрессовке.
При прессовании прямозубых шеверов попадание зубьев пуансона 8 в зубья матрицы 13 обеспечивается двумя колонками 17, а при прессовании косозубых шеверов - либо фиксатором 18 и подпружиненным шариком 19, либо путем отключения верхнего пуансона 8
из патрона 7 и установки вручную верхнего пуансона в матрицу 13. В последнем случае при ходе ползуна пресса вниз пуансон автоматически зажимается натроном 7. Перед началом работы на центрирующий палец 20
нижнего пуансона 15 надевается ступица подлежащего изготовлению абразивного щевера 2 и центрирующее кольцо 22, которые вместе зажимаются тягой 23 нижнего гидравлического цилиндра пресса. В свободную полость
матрицы закладываются брикеты абразивного материала и производится прессование при температуре 185°С. Предмет изобретения Стационарная прессформа для абразивных шеверов, содержащая неподвижную сменную матрицу, два подвижных сменных пуансона, верхний и нижний, и приспособление для отключения верхиего пуансона, отличающаяся тем, что, с пелью обеспечения возможности изготовления как прямозубых, так и косозубых шеверов и обеспечения быстрой переналадки прессфорл ы, сменные пуансоны выполнены вращающимися относительно матрицы, а приспособление д. отключения верхнего пуансона выполнено в виде ишриковой обоймы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЦИОНАРНАЯ ПРЕССФОРМА ДЛЯ НЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ШЕВЕРОВ | 1969 |
|
SU232795A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛНИСТЫХ ТРУБ | 1971 |
|
SU298406A1 |
| Пресс-форма для изготовления зубчатыхКОлЕС из КОМпОзициОННыХ пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU822949A1 |
| Автоматический агрегат для производства изделий из термоактивных прессматериалов | 1958 |
|
SU129009A1 |
| Пресс-форма для прессования металлических порошков | 1985 |
|
SU1271651A1 |
| Пресс-форма для компрессионного прессования резьбовых изделий из термореактивных материалов | 1959 |
|
SU122608A1 |
| Устройство для прессования абразивных сегментов | 1978 |
|
SU967857A1 |
| Пресс-форма для изготовления из полимерных материалов изделий | 1979 |
|
SU925640A1 |
| Пресс-форма прямого прессования изделий из полимерных материалов | 1980 |
|
SU939225A1 |
| МНОГОМЕСТНАЯ ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ | 1972 |
|
SU327996A1 |
4С
