Известны устройства для автоматического регулирования горизонтальной петли между клетями непрерывного мелкосортного или проволочного стана, включающие петлевой стол, емкостный датчик и систему управления скоростью передней клети.
Особенность .предлагаемого устройства заключается в том, что емкостный датчик выполнен однополярным. Это позволяет упростить и стабилизировать процесс регулировки и повысить выход годного.
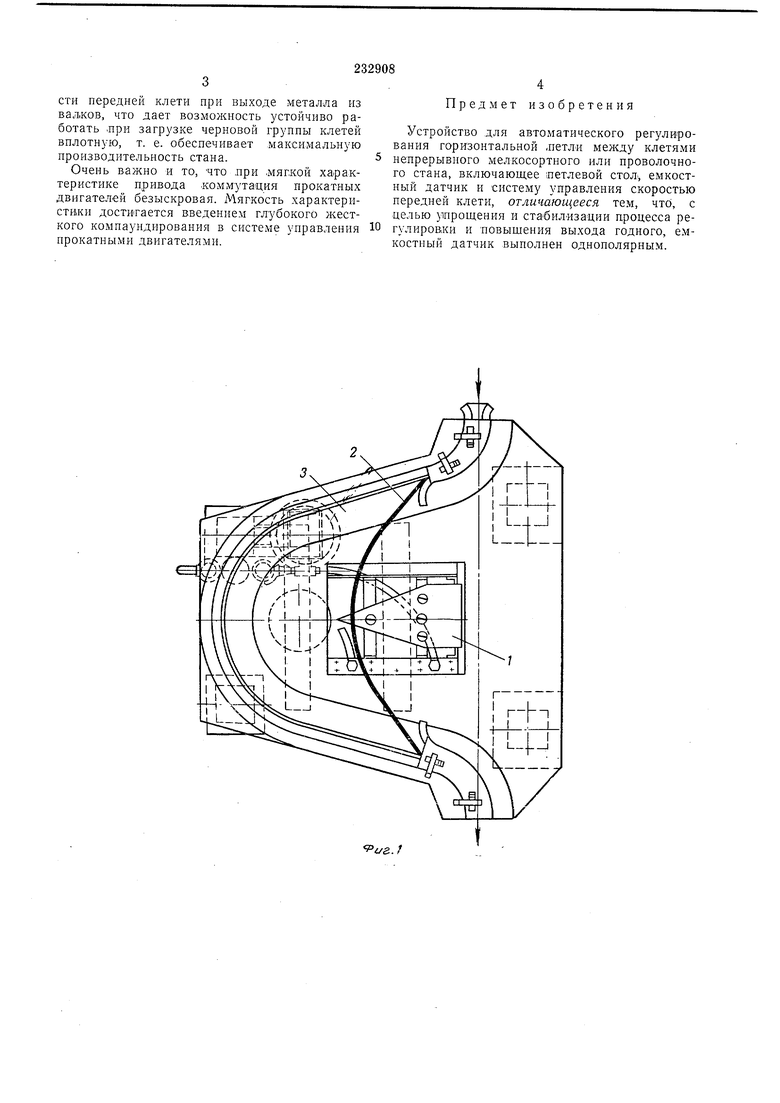
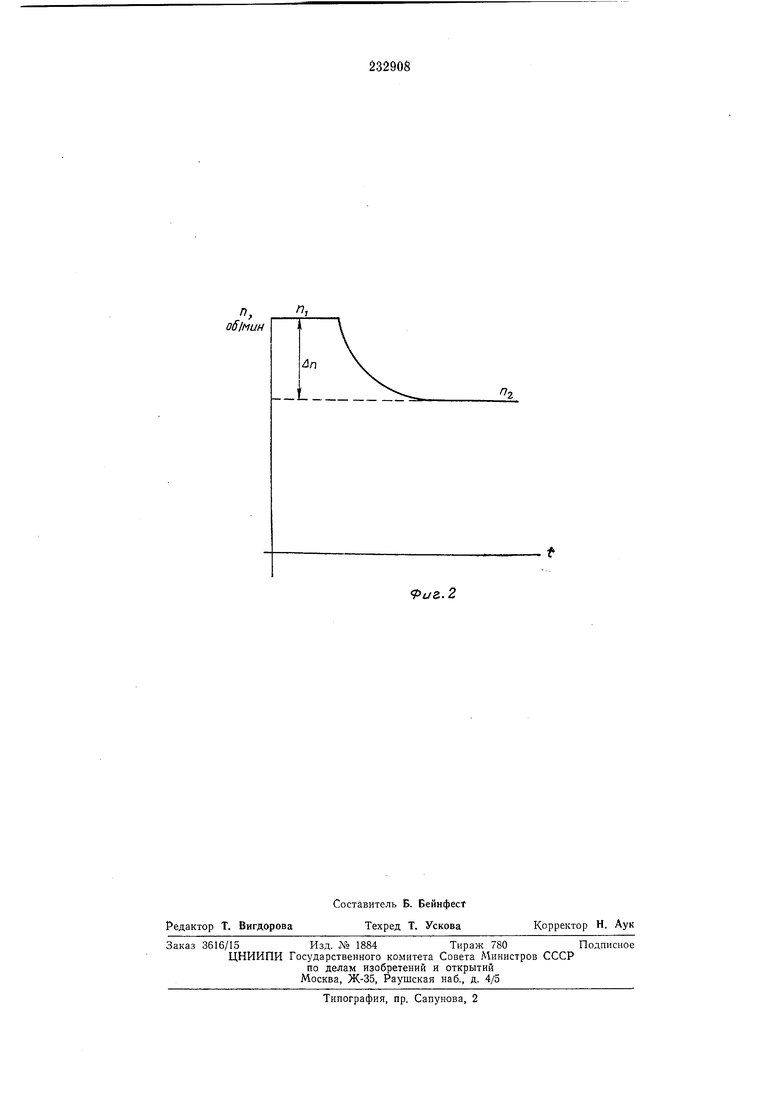
На фиг. 1 изображено устройство между чистовыми клетями стана, общий вид; на фиг. 2 - характер изменения скорости передней клети лри заходе металла в валки, необходимый для устойчивой и надежной работы с |Петлей чистовыми клетями.
В исходном положении для прокатки скорость передней ,клети установлена с иревышением для устойчивого захода переднего конца раската.
Петлерегулятор, постоянно включенный на вход электронного регулятора скорости .передней клети, сигнала на изменение оборотов не выдает, так как в зоне пластины емкостного датчика 1 металла нет. ,
петлю металла. Так как скорость .последующей клети завышена, петля начинает уменьшаться, вытягивается из желоба .и приближается к заостренному концу пластины емкостного датчика.
Емкость пластины относительно земли возрастает, и Петлерегулятор подает на вход электронного регулятора оборотов сигнал на уменьшение скорости передней .клети.
По мере уменьшения петлп емкость пластины датчика относительно земли линейно возрастает, растет сигнал на входе электронного регулятора оборотов, скорость передней клети уменьшается, движение петли металла прекращается, и настуиает устаповивщийся режим прокатки, ири котором петля металла .поддерживается в зоне заостреппого «онца пластины ем костного датчика.
Для того, чтобы двпжение петли по столбу было плавным и устаповивщийся режим прокатки достигался с меньшим числом колебаний петли, необходима мягкая характеристика главного .привода передней клети, обеспечивающая изменение скорости, показанное на фпг. 2, где П1 - скорость клети до захо.да металла в валки, .«2 - скорость клети после захода металла в валкп. При такой характеристике ирокатного двисти передней клети при выходе металла из вадков, что лает возможность устойчиво работать .при загрузке черновой группы клетей вплотную, т. е. обеспечивает максимальную производительность стана. Очень важно и то, что лри .мягкой xaipaKтеристике привода .коммутация прокатных двигател.ей безыскровая. Мягкость характеристики достигается введением глубокого }кесткого компаундирования в системе управления прокатными двигателями. Предмет изобретения Устройство для автоматического регулирования горизонтальной .петли между клетями непрерывного мелкосортного или проволочного стана, включающее петлевой стол., емкостный датчик и систему управления скоростью передней клети, отличающееся тем, что, с целью упрощения и стабил.изации процесса регулировл и и иовыщения выхода годного, емкостный датчик выполнен однополярным.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО БЕСКОНТАКТНОГО | 1966 |
|
SU184786A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ С ПЕТЛЕЙ СОРТОВОГО МЕТАЛЛА И ПРОВОЛОКИ | 1998 |
|
RU2139157C1 |
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| ЛИНЕЙНЫЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 1996 |
|
RU2155644C2 |
| Система стабилизации размеров проката | 1985 |
|
SU1271601A1 |
| Устройство для управления процессом петлеобразования в клетях мелкосортного стана | 1983 |
|
SU1077677A1 |
| Система стабилизации размеров проката | 1984 |
|
SU1186308A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ С МИНИМАЛЬНЫМ НАТЯЖЕНИЕМ ИЛИ ПОДПОРОМ СОРТОВОГО МЕТАЛЛА | 1998 |
|
RU2135314C1 |
| ПЕТЛЕВОЙ СТОЛ ПРЕИМУЩЕСТВЕННО ДЛЯ ЧИСТОВЫХ ГРУПП НЕПРЕРЫВНЫХ ПРОВОЛОЧНЫХ СТАНОВ | 1972 |
|
SU342702A1 |
| Система автоматического регулирования натяжения и размеров полосы | 1983 |
|
SU1097403A1 |
t/г.
/ оо/мии
Пг
Риг.2
