1
Известно устройство для изготовления изделий из проволочйого и ленточного материалов и их скрепления между собой, содержащее подвижную и неподвижную части, на которых смонтированы механизм резки проволочного материала «а заготовки, механизм пробивки F. ленточном материале двух отверстий и вырезки из материала заготовки, механизм гибки проволочной заготоВКи в П-образную форму, состоящий из матрицы, подвижной в плоскости, перпендикулярной плоскости подачи материала, и оправки, а также механизм скрепления деталей из ленточного материала и П-образных деталей из проволочного материала, устанавливаемых поперек направления подачи ленточного материала, содержащий два приводных элемента, взаимодействующих с концами П-образной детали.
Цель изобретения - соединение проволочной и ленточной деталей с набором листовых деталей в один пакет.
Для этого предлагаемое устройство снабжено механизмом скрепления листовых.деталей с П-образными, расположенными вДоль направления подачиленточного материала, установленным на неподвижной части устройства, на .котором также расположен механизм скрепления деталей, причем приводные элементы в обоих механизмах выполнены подвижными во взаимно противоположных направлениях и отгибающими «онцы П-образной детали, и снабжены индивидуальным приводом, а механизм гибки проволочной заготовки смонтирован на подвижной части устройства и снабжен двумя подвижными перпендикулярно плоскости подачи материала пуансонами для калибровки проволочной детали на оправке и образования отверстий в соединяемом наборе для установки в них П-образной детали, размещенными с противоположных сторон оправки.
Кроме того, подвижные элементы механизма скрепления деталей с размещением П-образной детали поперек направления подачи ленточного материала за-креплены щарнирно на неподвижной части устройства, а привод элементов выполнен в виде размещенного между ними кулачка.
Подвижные элементы механизма скрепления деталей с размещением вдоль направления подачи ленточного материала смонтированы на тягах, установленных на неподвижной части устройства и связанных с приводом.
В .пуансонах на обращенных одна к другой сторонах выполнены желобки, профиль которых соответствуют профилю обрабатываемого проволочного материала.
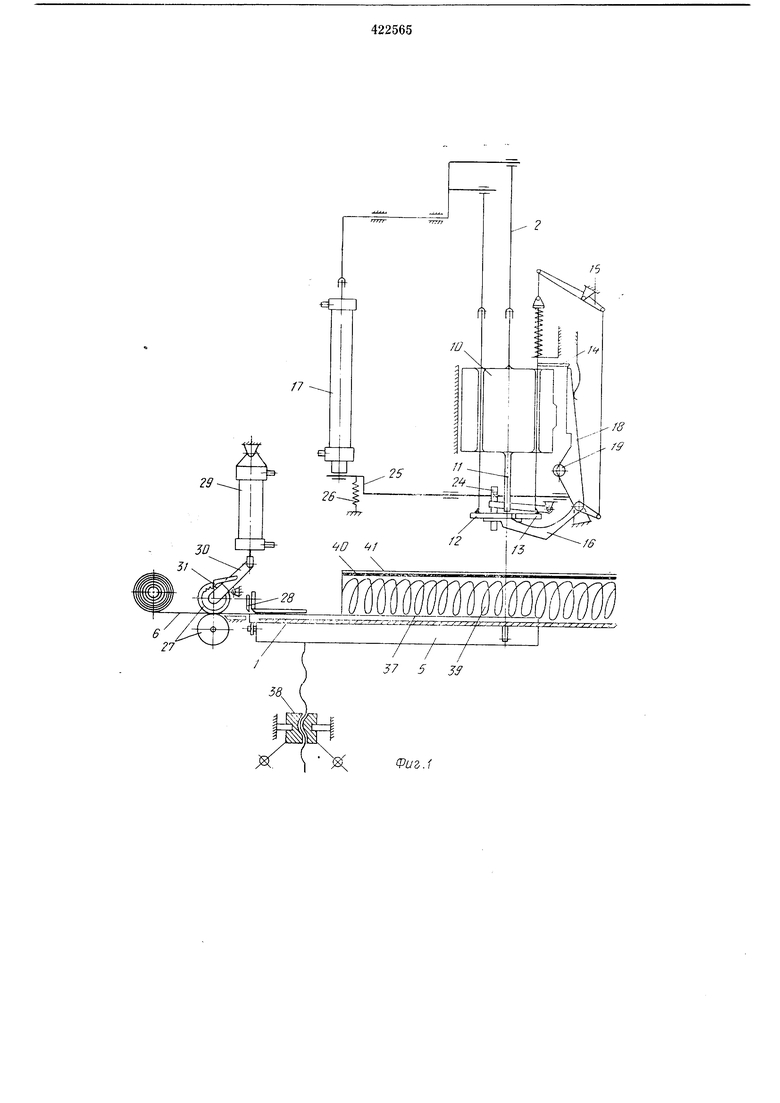
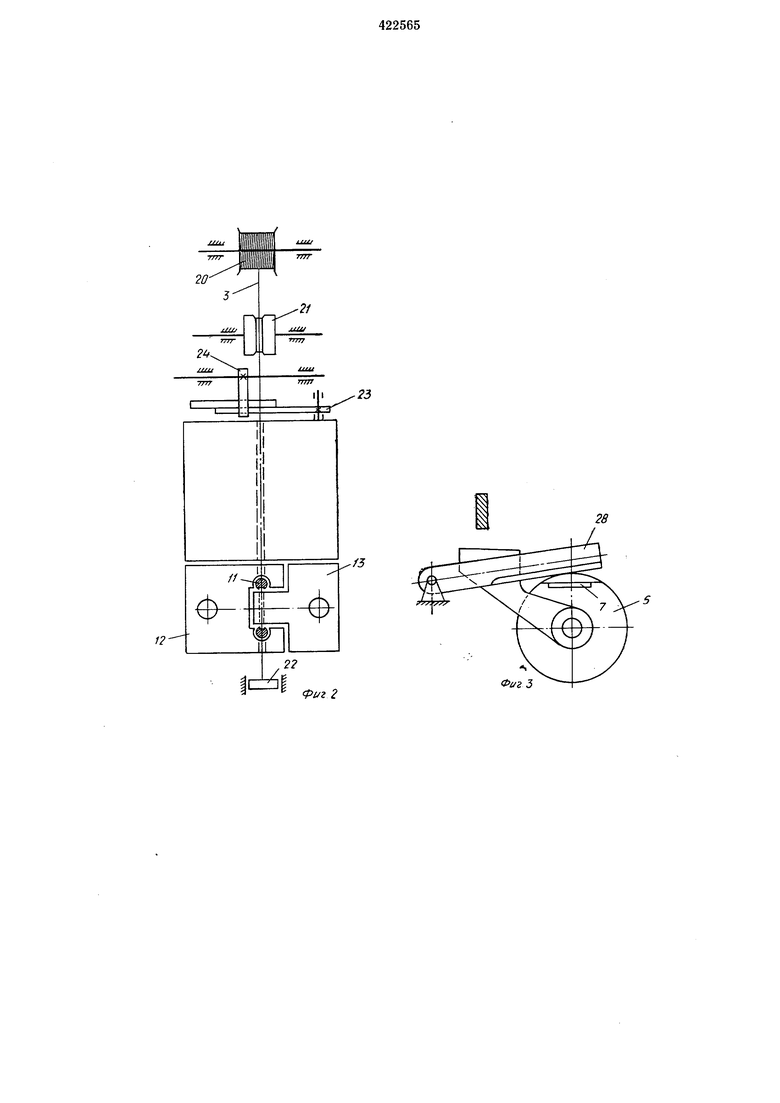
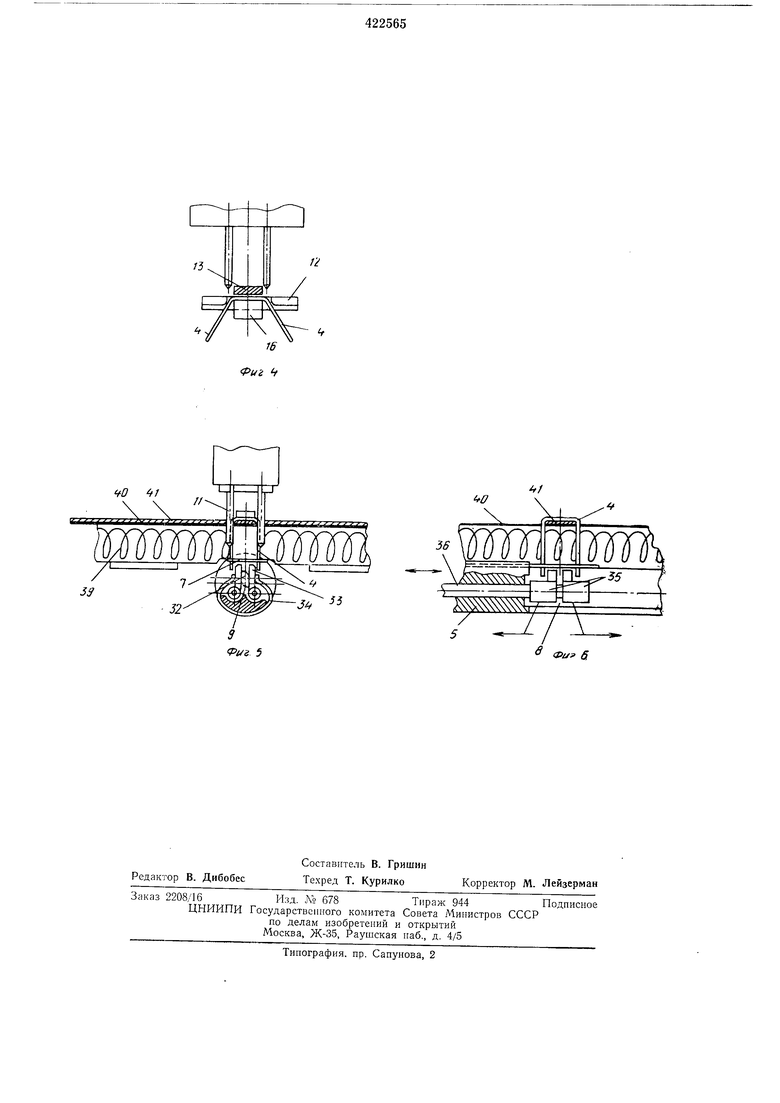
На фиг. 1 дана схема описываемого устройства; на фиг. 2 - механизм подачи и резки проволочного материала; на .фиг. 3 - механизм пробивки отверстий в леиточиом материале и вырезки в материале заготовок в виде шайб; на фиг. 4 - положение гибочных органов перед калибровкой проволочной заготовки в П-образную деталь; иа фиг. 5 - механизм скрепления листовых деталей С П-образными, расположенными вдоль направления подачи ленточного материала; на фиг. 6 - механизм скрепления листовых деталей с П-образными, расположенными поперек направления Подачи ленточного материала.
Устройство содержит неподвижн по часть - стол 1, над которым консольно закреплена подвижная часть -головка 2, служащая для отрезки от проволочного материала 3 заготовок, гибки из «их П-образных деталей 4 и прошивки в наборе листовых деталей отверстий под П-образпые детали и снабженная механизмом подачи проволочного материала. В П1таиге смонтирован механизм подачи ленточного материала 6, пробивки в ленточном материале отверстий под П-образные детали и вырезки из материала заготовок листовых деталей (шайб) 7. Два механизма 8 и 9 для скрепления листовых деталей 7 с П-образными 4, расположенными соответственно поперек и вдоль направления подачи ленточного материала 6.
Головка 2 имеет ползун 10 с парой пуансонов 11, подвижные вдоль направления перемещения ползуна матрицу 12 и подпружиненную прижимную планку 13, снабженную упором 14 и связанную через рычажную систему 15 с фИКсатором 16. Перемещение ползуна 10 и матрицы 12 осуществляется через кривошипы от силового цилиндра 17. На обращенных одна к другой сторонах пуансонов 11 выполнены желобки, профиль которых соответствует профилю обрабатываемого проволочного материала. Головка 2 также снабжена шарнирно закрепленной и подпружиненной собачкой 18 с роликом 19 и позволяет расположить пуансоны 11 как поперек, так и вдоль направления подачи ленточного материала.
Механизм подачи проволочного материала 3 содержит катушку 20 с .материалом, подающие ролики 21, имеющие привод от и илиндра 17 через храповой механизм, упор 22 и отрезной нож 23, которым управляет кулачок 24, связанный с цилиндром 17 через кривошип 25 с пружиной 26.
Механизм нодачи ленточного материала, вырезки из него щайб 7 и пробивки в них отверстий состоит из подающих роликов 27 и отрезного ножа 28. Привод роликов 27 выполнен в виде силового .цилиндра 29, связанного через рычаг 30 и хра/цовой механизм 31 с одним из роликов (аналогично приводу роликов 21). Па приводном ролике выполнеп также выступ, с помощью которого в ленточном материале 6 пробиваются отверстия.
Механизм 8 скрепления листовых деталей 7 с П-образныМи содержит поворотный кулачок 32, .пару щарнирко закрепленных в столе 1 подвижных элемента 33, поджатых в исходном положении к кулачку пружиной 34, а мехапиз.м 9 скрепления листовых деталей 7 с П-образными - пару элементов 35, получающих с помощью смонтированных в столе тяг 5 36 перемещение во взаимно противоположных направлениях. В щтанге 5 выполнен канал 37 и она снабжена винтовым механизмом 38 вертикального перемещения.
Устройство работает следующим образом. 10 При включении цилиндра 29 ролики 27 подают ленточный материал 6 на шаг, равный размеру щайбы 7 и пробивают в ней отверстия под П-образную деталь 4. При обратном ходе цилиндра 29 (неремещение к ленте) ножом 28 вырезается щайба 7. Это онерация повторяется до тех, пор, пока канал 37 в щтанге 5 не заполнится шайбами 7 и первая из «их не расположится на оси перемещения ползуна 10.
20 Зате.м на штангу 5 устанавливают термовкладыш 39, на него укладывают покровной материал 40 и бандаж 41, носледний располагают точно нод пуансонами 11 и фиксируют
ПрИЖИМОМ.
5 При включении силового цилиндра 17 в первоначальный момепт под действием пруЖИ1НЫ 26 и кулачка 24 ножом 23 отрезается проволочная заготовка, равная длине развертки П-образной детали 4, причем середина по0 дайной роликами 21 заготовки находится точно по середине между пуансонами 11.
Далее шток цилиндра 17 перемещает через рычажную систему матрицу 12, которая производит гибку проволочной заготовки в П-об5 разную форму на фиксаторе. Одновременно с матрицей 12 перемещается ползун 10, но скорость его перемещения меньше скорости перемещения матрицы.
При дальнейщем движении ползуна 10
0 пуансоны 11 калибруют П-образную проволочную заготовку. Затем в момент касания бандажа 41 ползун нажимает на ролик 19 собачки 18, отводит ее от упора 14, освобождает прижи.мную планку 13 и перемещает ее к сое5 диняемому набору деталей. Пуансоны 11 прокалывают детали этого набора и вводят в них к шайбы 7 концы П-образных деталей; прижимная 1планка 13 при это.м прижимает П-образную деталь 4 к бандажу 41.
0 В конце хода ползуна 10 прижимная планка 13 фиксируется в нижнем ноложении через упор 14 собачкой 18. При обратном ходе штока цилиндра 17 ползун 10 с пуансонами 11, а также матрица 12 удаляются от набора соединяе.мых деталей. Как,только концы пуансонов 11 выйдут из отверстия щайбы 7, концы П-образпой детали отгибаются механизмом 8 или 9 в зависимости от того, попе;рек или вдоль направления Подачи ленточного материала установлены П-образные детали 4 в соединяемоМ наборе листовых деталей, состоящем из термовкладь1щей 39, покровного материала 40 и бандажа 41. При поперечной установке П-образных деталей детали набора
соединяются ноперек бандажа 41, а при продолыюй - вдоль бандажа 41. Срабатывают механизмы 8 и 9 при обратноМ ходе цилиндра 29. При использовании механизма 8 отгибка концов П-образной детали 4 выполняется при повороте связанного с цилиндром 29 кулачка 32, который действует на упомянутые концы через подвижные во взаимно противоположных направлениях элементы 33. В случае -применения механизма 9 отгибка выполняется элементами 35, также подвижными во взаимно противоположйых направлениях, с помощью тяг 36.
При дальнейшем удалении .ползуна 10 от набора соединяемых деталей он снова нажимает па ролик 19 собачки 18 и освобождает прижимную планку 13, -которая лод действием пружины рычажной системы 15 возвращается в исходное положение вместе с нолзуно.м.
Предмет изобретения
1. Устройство для изготовления изделий из проволочного и ленточного материалов и их скрепления .между собой, содержащее подвижную и неподвижную части, на которых смонтированы механизм резки проволочного материала на заготовки, механизм пробивки в ленточном материале двух отверстий и вырезки из материала заготовки, механизм гибки проволочной заготовки в П-образную форму, состоящий из матрицы, подвижной в плоскости, периендикуляряой -плоскости подачи материала, и оправки, а также механизм скрепления деталей из ленточного материала и П-образных деталей из проволочного материала, устанавливаемых поперек направления подачи ленточного материала, содержащий два приводных элемента, взаимодействующих с концами П-образной детали, отличающееся тем, что, с целью соединения проволочной и ленточной деталей с наборам листовых деталей в один накет, оно снабжено механизмом скрепления листовых деталей с П-образными, расположенными вдоль направления подачи ленточного материала, установленным на неподвижной части устройства, на котором также расположен и упомянутый ранее механизм скренлепия деталей, пpичe м приводные элементы в обоих механизмах выполнены подвижньгми во взаимно противоположных направле П1ях и отгибающими ко-нцы П-образной детали и снабжены индивидуальным приводом, а механизм гибки проволочной заготовки смонтирован на подвижной части
устройства и снабжен двумя подвижными нерпендикулярно плоскости подачи материала пуансонами для калибровки проволочной детали на оправке и образования отверстий в соединяемом наборе для установки в них
П-образной детали, размещенными с противоположных сторон оправки.
2. Устройство по п. 1, отличающееся тем, что подвижные элементы механизма скрепления деталей с размещением П-образной детали поперек паправления подачи ленточного материала закреплены п арпирно на неподвижной части устройства, а привод эле.ментов выполнен в виде размещенного между ниМи кулачка.
3. Устройство но п. 1, отличающееся тем, что подвижные элементы механнзма скрепления деталей с размещением вдоль направления подачи ленточного материала смонтированы на тягах, установленных на
неподвижной част1 устройства и связанных с приводом.
4. Устройство по п. I, отличающееся тем, что в пуансонах на обращенных одна к другой сторонах выполнены желобки по профилю, соответствующему профилю обрабатываемого нроволочного материала.
Риг.
Фиг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ или ЛЕНТЫ | 1966 |
|
SU184236A1 |
| КООРДИНАТНО-РЕВОЛЬВЕРНЫЙ ПРЕСС | 1990 |
|
RU2009744C1 |
| Способ изготовления деталей из холодногнутого перфорированного профиля | 2017 |
|
RU2693411C2 |
| Комбинированный штамп для изготовления деталей | 1981 |
|
SU986545A2 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ПАЗОВ В ЛИСТОВЫХ ДЕТАЛЯХ | 1971 |
|
SU426731A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ | 1970 |
|
SU265849A1 |
| Штамп для пробивки радиальных отверстий в полых деталях | 1988 |
|
SU1593742A1 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
53
